
Comprehensive Guide to Textile Weaving Defects
Estimated reading time: ~5 minutes
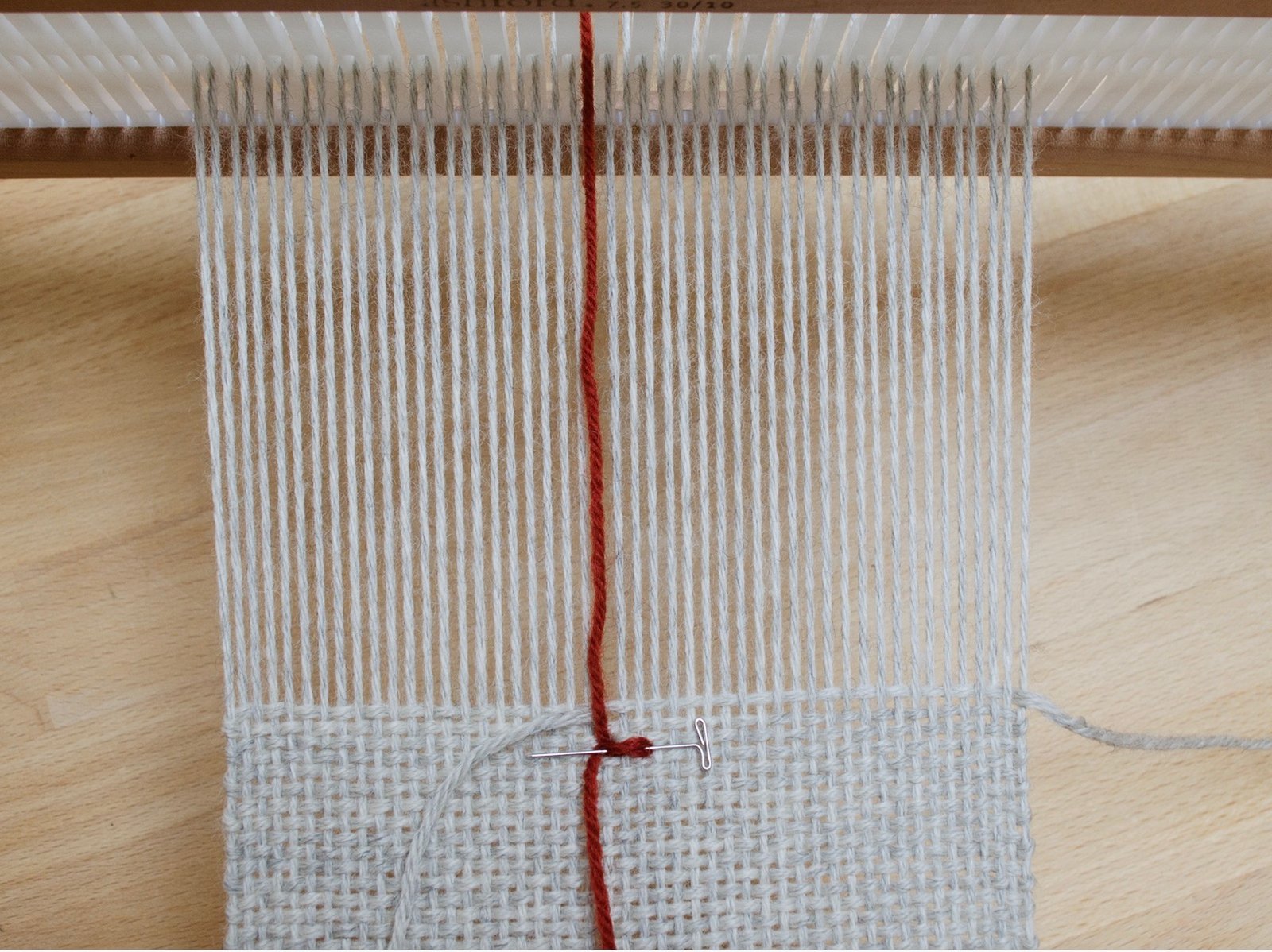
Weaving interlaces lengthwise warp yarns and crosswise weft yarns to form fabric However, even small errors in this process can ruin cloth quality. In fact, quality studies show that warp breaks alone account for about 40% of all weaving defects. For example, industry analyses rank “warp break” as by far the most frequent defect, followed by “irregular density” and “oil stains. In high-end fashion and denim production, a flawless weave is essential – one denim blog emphasizes that “denim is more than an iconic textile – it embodies quality, sustainability, and consumer experience”. Thus textile mills must monitor and prevent a wide range of faults: from broken ends (threads) and missing picks to bars, slubs, and edge flaws.
let’s talk numbers to set the stage. Did you know the global textile industry is projected to hit $1.2 trillion by 2028, but defects alone cause up to 10-15% waste in production lines, according to reports from the International Textile Manufacturers Federation? In denim specifically, which is a huge chunk of that market (over $80 billion annually), yarn breaks and fabric flaws can spike rejection rates by 20% if not caught early. That’s real cash down the drain! So, why do these textile defects happen? Often, it’s a mix of machine setup, yarn quality, and environmental factors like humidity. But don’t worry, I’ve got practical fixes for each one.
Yarn issue
Common Weaving Defects: The major categories include:
1. Warp Yarn Breaks Causes: Frames too high/low or uneven left-right; openings too big/small, early/late; warp path too short (back beam too forward) causing high tension; back beam or drop wire frame too high/low creating big tension differences between layers; drop wires too far or low from frames; bad humidity control (especially bad for linen yarns); rough spots on sword neck, reed, heddles, drop wires, sword belt; over-temple too high (should be 1mm from lowest); knot tails or fly waste tangled in warp; poor handling of broken warps by operators (bad piecing, long tails). Fixes: Level frames perfectly, adjust timing and size of openings, reposition back beam and drop frame, keep humidity steady (60-70%), polish rough parts, set temple correctly, train operators on clean piecing.
Warp Yarn problem
2. Weft Breaks Causes: Weft too weak, loose twist, big knots, seed trash, fly waste caught; winding tension too high or bad package shape. Fixes: Use stronger weft, control twist, clean yarn, dial winding tension right.
Weft yarn problem
3. Weft Shrinkage Causes: Weft twist too high; yarn too dry or too wet; unclear shed; shed timing early/late; low weft unwinding tension; low warp tension; big knots/fly/trash on weft package causing partial unclear sheds. Fixes: Balance weft twist and moisture, fix shed clarity and timing, increase weft tension, keep warp even.
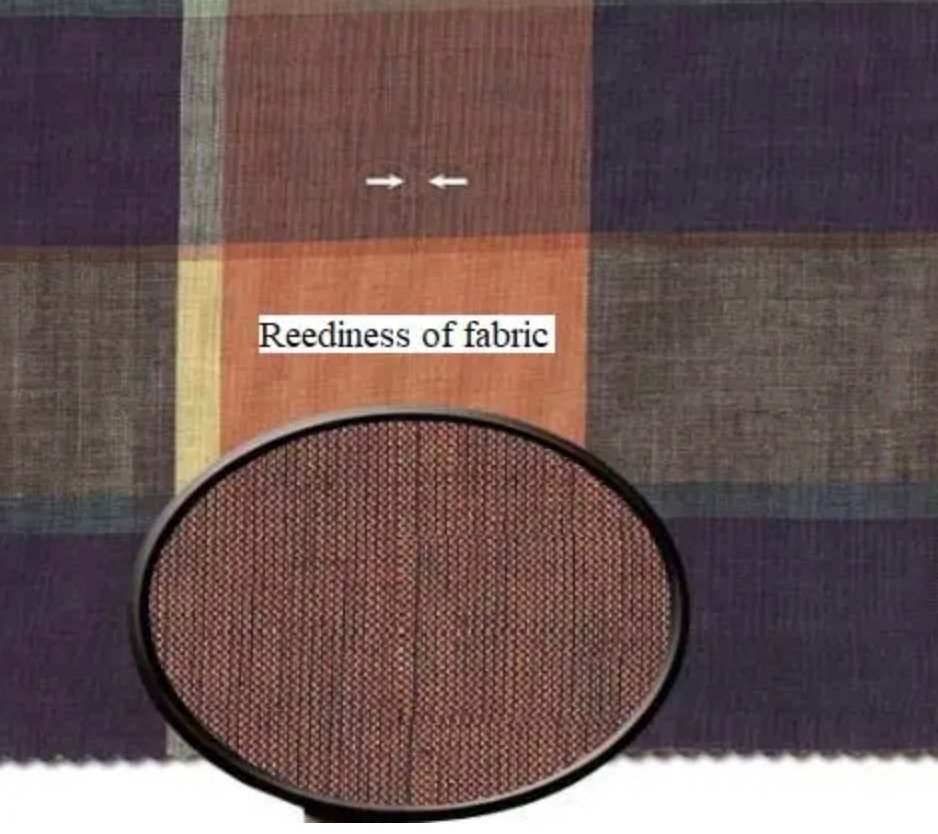
4. Small Thin Roads (Small Sparse Areas) Causes: Loose or corroded reed seat/take-up roller; warp tension too high/low; big tension difference between upper/lower warp layers; loom started too slowly after long stop (weak beat force, maybe loose main belt). Fixes: Tighten/fix rollers, even warp tension, correct start-up speed.
5. Weft Tails Woven In Causes: Right-side warp too far from suction tube so waste edge doesn’t grip tail well; weft tension too low; sword opening too late. Fixes: Adjust warp-to-tube distance, raise weft tension, time sword better.
6. Thin Roads (Sparse Areas) Causes: Mostly from weft breaks — reduce breaks first; bad take-up rewind device. Fixes: Minimize weft breaks, repair take-up system.
7. Jumping Flowers (Floats/Skips) Causes: Loose/uneven/low frames; big tension difference upper/lower warp; fuzzy sizing causing sticking or hairy balls; fly/hairy tails/big knots on warp; damaged/messed heddles; some warp slack/low tension; wrong shed timing (too small opening); non-standard temple height; reed number too dense; too many ends per dent. Fixes: Tighten frames evenly, balance tensions, improve sizing, clean warp, fix heddles, correct timing, check reed/end specs.
8. Spider Webs Causes: Dense drop wires not stopping loom fast on break; fly buildup jamming drop wires; fly/tails/trash in shed; broken heddles; sudden high weft tension hooking edge via temple; missing/bent/light drop wires; more than one warp in a drop wire; other break causes. Fixes: Use proper drop wire density, clean regularly, remove shed trash, replace heddles, control weft tension.
9. Dense Roads Causes: Operator pulls out too much fabric on weft break or fold damage; take-up jammed with trash or poor lube; damaged/worn take-up roller; low press roller pressure or bent; loose roll on doffing; too smooth take-up roller. Fixes: Train operators to minimize pull-out, clean/lube take-up, replace worn parts, adjust pressure.
10. Reed Marks, Box Eyes, Rough Surface Causes: Big tension difference upper/lower warp; uneven/high/low frames; warp tension extreme; back beam/drop frame too low; too big/unclear shed; wrong shed timing; hard sizing; too many ends per dent; fuzzy sizing sticking; thick/uneven reed dents; too dry mill; uneven weft unwinding. Fixes: Even tensions, level frames, soften sizing, correct reed/dent specs, control humidity.
Box Eyes problem
11. Temple Defects Causes: Wrong needle size (too coarse/fine); bent/broken temple needles; stiff/worn temple rings; wrong temple position; high/low fabric tension (warp); high weft tension; fly/trash/tails jammed in temple. Fixes: Match needle size, replace damaged, clean/lube rings, reposition temple.
12. Edge Yarn Breaks Causes: Stiff/worn temple roller; wrong temple position (high/low/front/back); squeezed/bent/loose/rough reed dents; wrong shed timing; wrong rib weave edge timing/height; wrong reed width; wrong beam width; high weft tension; wrong edge threading/end count; extreme warp tension; edge sink during beaming. Fixes: Fix temple/roller, adjust position/timing, check reed/beam/edge specs.

Edge problem
13. Fuzzy Edges, Towel Edges Causes: Low weft tension; wrong edge threading; wrong edge shed height/timing/clarity; loose/squeezed reed dents; wrong temple position (high/low/back). Fixes: Raise weft tension, correct threading/timing, fix reed/temple.
14. Tight Edges, Baggy Cloth, Hard Edges Causes: Too many edge ends per dent (reduce helps); high weft tension; high edge yarn tension; switch to 2/2 rib often improves; wrong edge threading; short/not full temple stretch; temple too back; big difference beam vs fabric width. Fixes: Reduce edge ends/dent, lower tensions, correct threading/temple use.
15. Loose Warp, Tight Warp Causes: Warp breaks during beaming; multiple stuck warps splitting uneven; warp wrapped on drop wires; bad fly path causing tension swings; bad heddles; knots from winding; waste warp pressing neighbors on beam; fly balls/tails on heddles/drop wires; loose beam winding sinking under tension; uneven sizing length; drop frame too far (slow speed); light/bent drop wires. Fixes: Fix beaming/sizing, clean paths/heddles, even winding/tension.
16. Cluster Weave Causes: Tails or break fly in shed pulled after removal stretching cluster; knots stretching cluster; external pull stretching group. Fixes: Remove trash carefully, avoid knots, protect from pulls.
17. Uneven Edges Causes: Uneven/high/low weft tension; wide beam; high/low/late edge shed; fly/tails/trash in eye. Fixes: Even weft tension, correct beam/shed, clean eye.
18. Edge Spider Webs Causes: Tails/fly in heddles; high weft + very low edge warp tension; temple too back; wrong edge threading/twist. Fixes: Clean heddles, balance tensions, adjust temple/threading.
19. Narrow Edges Causes: Too few edge yarns; too strong weft tension. Fixes: Add edge yarns, reduce weft tension.
20. Edge Slough-Off Causes: Tails/trash in edge shed; wrong edge shed timing. Fixes: Clear shed, correct timing.
21. Fuzzy Balls Causes: Low sizing rate; bad sizing mix; too much wax; damp/moldy warp; under-dried warp; rusty/rough reed; tilted drop frame/heavy drop wires; too high warp tension. Fixes: Raise sizing, fix mix/wax, dry properly, clean reed/drop.
22. Bent Weft, Bowed Weft Causes: Temple too high/back; short temple; fine needles; extreme edge tension; dense edge denting. Fixes: Reposition temple, lengthen, match needles, balance tension/denting.
23. Oil Stains Causes: From prior spinning/winding/sizing; transport dirt; dirty hands from mechanics/operators; other contamination. Fixes: Clean upstream, enforce hygiene, careful handling.
24. Holes/Tears Causes: Hard/sharp object hit on fabric/roller; damaged roller/edges; friction during full roll handling; coarse/fine temple needles; too tight fabric tension. Fixes: Remove hazards, repair rollers, gentle handling, match needles.
25. Uneven Dyeing Causes: Mixed cotton/yarn types; big twist differences; uneven treatment; mold/oil on yarn; too much wax in sizing; hard-to-remove sizing; accidental abrasion on some warp. Fixes: Uniform yarn/mix, consistent processing, control wax/sizing.
26. Wrong Weft Causes: Wrong insertion; wrong color tube; mixed wrong count in winding; operator used wrong weft from another machine. Fixes: Double-check insertion/color/count, train operators.
27. Foreign Fiber/Fly/Trash Woven In Causes: Upstream contamination in spinning/winding/sizing; dirty packages; poor loom cleaning; bad weft insertion; sloppy operator habits. Fixes: Clean upstream/looms, better habits.
28. Wide/Narrow Fabric Width Causes: Wrong reed number; reed error; extreme humidity; extreme warp tension; wrong end count; too few/many edge ends/dents; wrong fine/coarse weft or density. Fixes: Match reed/ends/density, control humidity/tension.
FAQs:
-
Q: What causes most warp breaks, and how can I reduce them?
A: Most warp breaks come from excessive warp tension and friction. If the warp beams are too tight or the shed is too large/late, the ends snap. To reduce breaks, balance tension, set correct shed timing, and keep the reed and healds smooth. Also maintain proper humidity (~70–80% RH for cotton) to strengthen the yarn. -
Q: Why do weft threads keep snapping on my loom?
A: Often it’s due to high weft tension or package defects. Check the pirn winding: knots, tail ends, or over-twisted weft cones can cause breaks Make sure the shuttle gripper or rapier gripper is aligned and smooth. Reducing weft tension slightly and using lubricant at the race (if not prohibited) can help. -
Q: How important is humidity control in weaving?
A: Very important for natural fibers. Higher humidity (around 80% RH) greatly increases cotton yarn strength and elasticity, leading to fewer breaks. In fact, technical systems (like Lüwa’s “LoomSphere”) aim air conditioning directly at looms to keep warp-zone RH >80%, which dramatically cuts failure rates. -
Q: Can modern technology catch fabric defects automatically?
A: Yes. Automated inspection has become common. Yarn monitors (e.g. Uster Quantum) detect irregularities in yarn packages, and camera-based systems (like BarcoVision) scan the cloth for holes, stains, or pattern faults. These combined systems have been shown to find over 85% of defects in production, catching problems faster than manual inspection alone. -
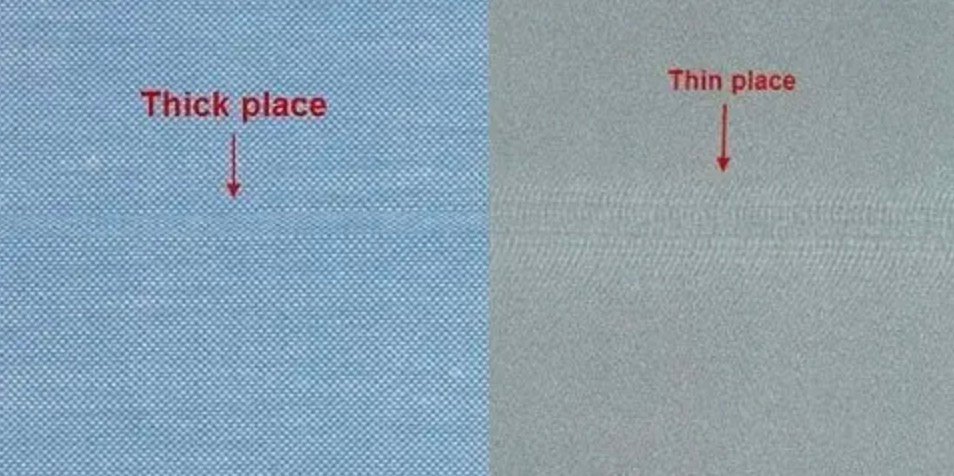
Q: What’s the difference between an intentional “slub” effect and an actual weaving defect?
A: Intentional slubs are created by using yarns spun with thick-and-thin character (for example, in specialty denim or linen). These appear as aesthetic irregularities by design. In contrast, a weaving defect is uncontrolled – for instance, if a yarn snapped and the shuttle missed a pick, leaving an unexplained gap. Design effects are consistent and uniform in the collection, whereas defects are random and must be eliminated. -
Q: How can I prevent bars, streaks or dents in fabric?
A: Such marks often come from mechanical issues. Reed marks or dents happen if the reed is bent or dirty. Weft bars (weft-wise stripes) result from periodic yarn variations or tension changes. The solution is precise machine setup: use a straight, clean reed, even let-off, and constant yarn feed. Routine maintenance and cleaning of all warp/ weft guides will minimize these marks. -
Q: Why is quality control so critical in woven textiles?
A: Because woven fabric faults directly affect the final garment. A line, hole, or color stripe can ruin the look and weaken the cloth. By using in-line inspection tools and strict sampling, mills catch defects early. In practice, fabric defects account for a large portion of quality rejects – one study showed over 75% of wasted production came from fabric surface faults. Preventing these at the loom saves time and material, and ensures that fashion brands get the flawless textiles they demand.
Customization Services by LYDENIM
Dreaming of premium fabrics with outstanding texture and durability? LYDENIM specializes in high-quality textiles and bespoke garment solutions, helping you turn creative ideas into reality with precision and style.
🎨 Custom Fabrics
Design your own fabric collection with LYDENIM’s premium materials. From luxurious cotton blends to innovative eco-friendly textiles, explore colors, weaves, and finishes that perfectly match your brand or design vision. Visit LYDENIM to learn more.
🛍️ Tailored Garment Solutions
Bring your designs to life with our custom garment services. Whether it’s tailored suits, stylish dresses, or durable workwear, we ensure perfect fit, superior comfort, and lasting quality. Explore customization options on Myalibaba.
📩 Get in Touch
Have a project in mind? Contact our team at malone@lydenim.com to discuss custom fabrics, garment design, or sustainable textile solutions.
Transform your ideas into reality with LYDENIM—your trusted partner for innovative, high-quality fabrics and bespoke apparel solutions.