
वस्त्र बुनाई दोषों के लिए व्यापक मार्गदर्शिका
वस्त्र बुनाई दोषों के लिए व्यापक मार्गदर्शिका
अनुमानित पढ़ने का समय: लगभग 5 मिनट। बुनाई में लंबाई में ताने के धागे और चौड़ाई में बाने के धागे आपस में गुंथे होते हैं, जिससे कपड़ा बनता है। हालांकि, इस प्रक्रिया में छोटी-मोटी गलतियाँ भी कपड़े की गुणवत्ता को खराब कर सकती हैं। दरअसल, गुणवत्ता संबंधी अध्ययनों से पता चलता है कि…
खरीदार सारांश
उत्पादन और परिष्करण संबंधी ज्ञान खरीदारों को नमूना लेने से जुड़े जोखिम को कम करने, तकनीकी रूप से क्या संभव है यह समझने और कारखाने को स्पष्ट आवश्यकताओं को संप्रेषित करने में मदद करता है।
- उपयुक्त खरीदारफैशन ब्रांड, सोर्सिंग टीम, थोक विक्रेता, वस्त्र कारखाने और उत्पाद विकासकर्ता।
- क्या पुष्टि करनी हैलक्षित उत्पाद, कपड़े की दिशा, फिनिश, नमूने की आवश्यकताएं, मात्रा और वितरण बाजार।
- क्रेता जोखिमअस्पष्ट विनिर्देशों के कारण गलत नमूने, अस्थिर थोक गुणवत्ता और विलंबित कोटेशन हो सकते हैं।
- अनुशंसित सीटीएथोक उत्पादन शुरू करने से पहले नमूने या नमूना मूल्य का अनुरोध करें।
बी2बी खरीदारों के लिए यह क्यों मायने रखता है?
उत्पादन से पहले प्रक्रिया की सीमाएं, परीक्षण मानक, नमूना अनुमोदन चरण और थोक स्थिरता की पुष्टि करें।
अनुमानित पढ़ने का समय: लगभग 5 मिनट। बुनाई में लंबाई में ताने के धागे और चौड़ाई में बाने के धागे आपस में गुंथे होते हैं, जिससे कपड़ा बनता है। हालांकि, इस प्रक्रिया में छोटी-मोटी गलतियाँ भी कपड़े की गुणवत्ता को खराब कर सकती हैं। दरअसल, गुणवत्ता संबंधी अध्ययनों से पता चलता है कि…
तेज़ सोर्सिंग के लिए विशिष्टता तालिका
| निर्णय बिंदु | तुलना करने के विकल्प | यह क्यों मायने रखती है | खरीदार का प्रश्न |
|---|---|---|---|
| खरीदार का लक्ष्य | अनुसंधान, नमूना अनुरोध, उत्पाद विकास, थोक खरीद | यह लेख स्पष्ट करता है कि इससे पाठक को आगे क्या करने में मदद मिलेगी। | खरीदार को क्या निर्णय लेना होगा? |
| उत्पाद व्यवहार्यता | जींस, जैकेट, शर्ट, स्कर्ट, स्ट्रीटवियर या वर्कवियर | ज्ञान को वास्तविक उत्पादन आवश्यकताओं से जोड़ता है | इस कपड़े या तकनीक का उपयोग कहाँ किया जाएगा? |
| अनुकूलन | रंग, वजन, संरचना, फिनिश, पैटर्न या सजावट | पढ़ने को स्रोत जानकारी में बदल देता है | किन चीजों को अनुकूलित किया जाना चाहिए? |
| अगला कदम | नमूना, माप, मूल्य, गुणवत्ता नियंत्रण पुष्टि | यह पाठक को जिज्ञासा की ओर प्रेरित करता है। | आपूर्तिकर्ता को कौन सी जानकारी भेजी जानी चाहिए? |
एप्लिकेशन और कस्टम विकल्प
उत्पाद विकास
डिजाइन संबंधी विचारों को कपड़े, परिधान, फिनिश और नमूना संबंधी आवश्यकताओं में बदलने के लिए इस गाइड का उपयोग करें।
आपूर्तिकर्ता तुलना
नमूना उपलब्धता, तकनीकी स्पष्टता, थोक स्थिरता और संचार गति के आधार पर आपूर्तिकर्ताओं की तुलना करें।
थोक उत्पादन
उत्पादन आदेश देने से पहले गुणवत्ता मानकों, अनुमोदित नमूनों और समयसीमा की पुष्टि कर लें।
थोक ऑर्डर से पहले गुणवत्ता नियंत्रण बिंदु
- ठीक हैनमूना स्वीकृति: बड़े पैमाने पर उत्पादन शुरू करने से पहले कपड़े, रंग, स्पर्श, बनावट और फिनिश की पुष्टि कर लें।
- ठीक हैथोक स्थिरता: समान प्रकाश और परीक्षण स्थितियों के तहत अनुमोदित नमूने के साथ थोक लॉट की तुलना करें।
- ठीक हैप्रदर्शन परीक्षण: जहां लागू हो, सिकुड़न, रंग की स्थिरता, खिंचाव से पुनः प्राप्त होने की क्षमता या सजावट की टिकाऊपन की जांच करें।
- ठीक हैउद्धरण की स्पष्टता: अस्पष्ट मूल्य निर्धारण से बचने के लिए मात्रा, गंतव्य, पैकेजिंग की आवश्यकताएं और लक्षित डिलीवरी समय भेजें।
नमूना विकास प्रक्रिया
| कदम | खरीदार प्रदान करता है | आपूर्तिकर्ता पुष्टि करता है |
|---|---|---|
| 1. संक्षिप्त | अनुप्रयोग, संदर्भ चित्र, लक्षित गुणवत्ता और मात्रा | व्यवहार्यता, अनुशंसित सामग्री और अनुकूलित विकल्प |
| 2. नमूना | पसंदीदा रंग, स्पर्श, पैटर्न या फिनिश के बारे में प्रतिक्रिया | उपलब्ध स्टॉक, कस्टम निर्देश और नमूने की लागत |
| 3. नमूना | परिधान परीक्षण योजना, आकार या कपड़े की आवश्यकताएँ | नमूना लेने की समयरेखा और उत्पादन की पुनरावृत्ति क्षमता |
| 4. थोक कोटेशन | ऑर्डर की मात्रा, डिलीवरी का स्थान और पैकेजिंग की आवश्यकताएं | इकाई मूल्य, न्यूनतम ऑर्डर मात्रा, डिलीवरी का समय और गुणवत्ता नियंत्रण बिंदु |
विस्तृत मार्गदर्शिका
अनुमानित पढ़ने का समय: ~5 मिनट
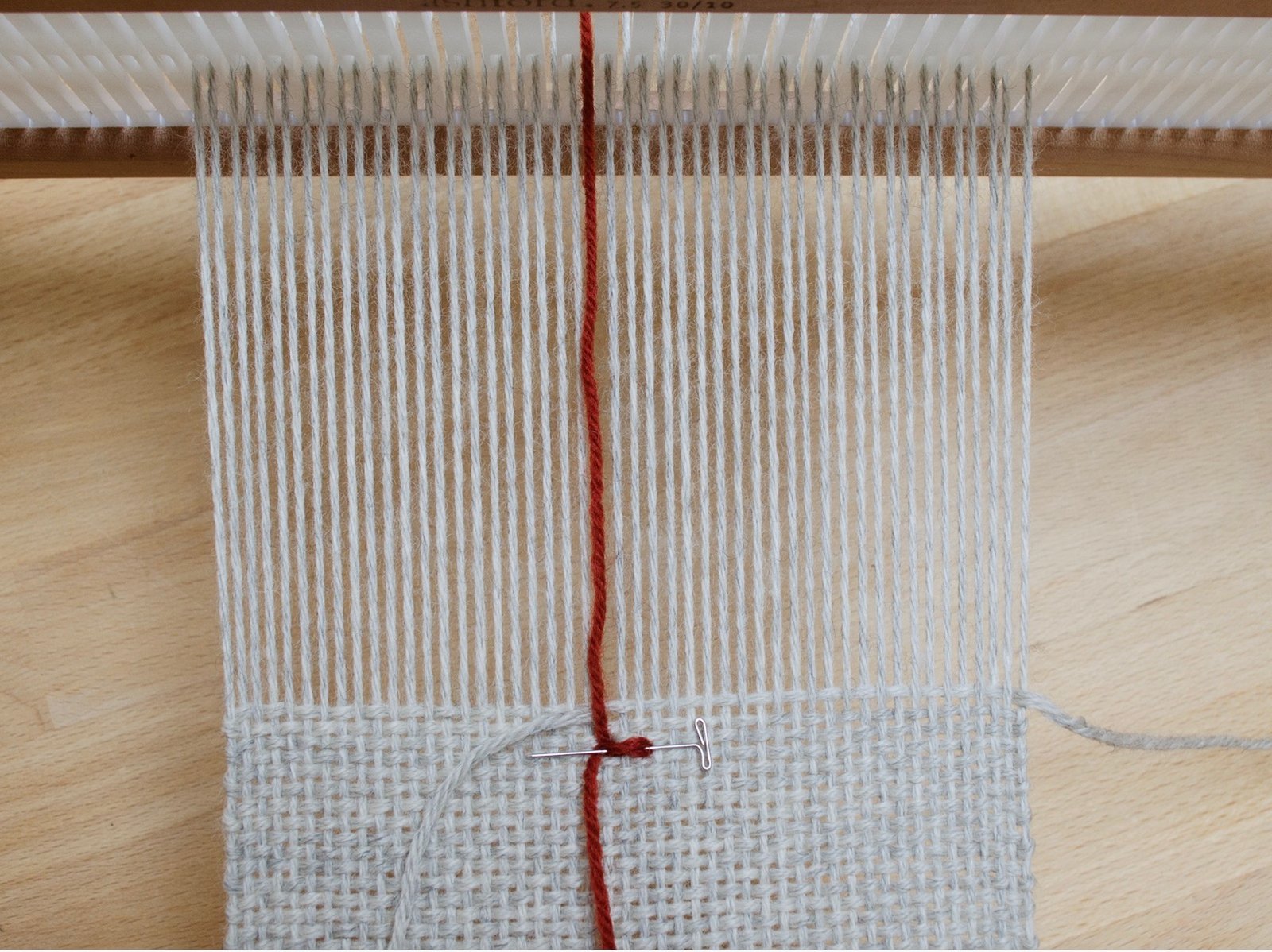
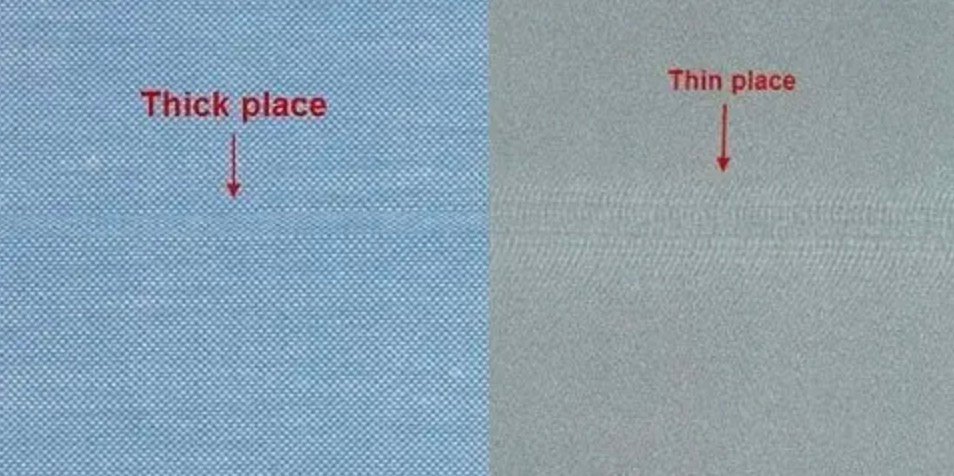
बुनाई में लंबाई में ताने के धागे और चौड़ाई में बाने के धागे आपस में गुंथे होते हैं जिससे कपड़ा बनता है। हालांकि, इस प्रक्रिया में छोटी-मोटी गलतियाँ भी कपड़े की गुणवत्ता को खराब कर सकती हैं। वास्तव में, गुणवत्ता संबंधी अध्ययनों से पता चलता है कि ताना टूटता है बुनाई की सभी खामियों में से लगभग 40% खामियां अकेले ही होती हैं। उदाहरण के लिए, उद्योग विश्लेषणों के अनुसार, "ताना टूटना" अब तक की सबसे आम खामी है, जिसके बाद "अनियमित घनत्व" और "तेल के दाग" आते हैं। उच्च श्रेणी के फैशन और डेनिम उत्पादन में, दोषरहित बुनाई अनिवार्य है - एक डेनिम ब्लॉग इस बात पर जोर देता है। “डेनिम सिर्फ एक प्रतिष्ठित कपड़ा नहीं है – यह गुणवत्ता, स्थिरता और उपभोक्ता अनुभव का प्रतीक है।”इसलिए कपड़ा मिलों को कई प्रकार की खामियों की निगरानी और रोकथाम करनी चाहिए: टूटे हुए सिरे (धागे) और गायब पिक से लेकर बार, स्लब और किनारे की खामियों तक।
आइए, कुछ आंकड़ों पर नज़र डालते हैं। क्या आप जानते हैं कि वैश्विक कपड़ा उद्योग का आकार 2028 तक 1.2 ट्रिलियन तक पहुंचने का अनुमान है, लेकिन अंतर्राष्ट्रीय कपड़ा निर्माता संघ की रिपोर्ट के अनुसार, उत्पादन लाइनों में केवल दोषों के कारण ही 10-15 ट्रिलियन तक की बर्बादी होती है? विशेष रूप से डेनिम में, जो इस बाजार का एक बड़ा हिस्सा है (प्रति वर्ष 80 बिलियन से अधिक), यदि धागे के टूटने और कपड़े की खामियों को समय रहते नहीं पकड़ा जाता है, तो अस्वीकृति दर 20 ट्रिलियन तक बढ़ सकती है। यह सचमुच भारी नुकसान है! तो, ये कपड़ा दोष क्यों होते हैं? अक्सर, यह मशीन की सेटिंग, धागे की गुणवत्ता और आर्द्रता जैसे पर्यावरणीय कारकों का मिलाजुला प्रभाव होता है। लेकिन चिंता न करें, मेरे पास हर एक के लिए व्यावहारिक समाधान हैं।
धागे की समस्या
बुनाई में पाए जाने वाले सामान्य दोष: प्रमुख श्रेणियों में निम्नलिखित शामिल हैं:
1. ताना धागा टूटना कारण: फ्रेम बहुत ऊंचे/नीचे या बाएँ-दाएँ असमान; छेद बहुत बड़े/छोटे, जल्दी/देर से; ताना पथ बहुत छोटा (बैक बीम बहुत आगे) जिससे तनाव अधिक होता है; बैक बीम या ड्रॉप वायर फ्रेम बहुत ऊंचे/नीचे जिससे परतों के बीच तनाव का अंतर अधिक होता है; ड्रॉप वायर फ्रेम से बहुत दूर या नीचे; खराब आर्द्रता नियंत्रण (विशेष रूप से लिनन धागों के लिए खराब); स्वॉर्ड नेक, रीड, हेडल, ड्रॉप वायर, स्वॉर्ड बेल्ट पर खुरदरे धब्बे; ओवर-टेम्पल बहुत ऊंचा (सबसे निचले से 1 मिमी होना चाहिए); ताने में गांठ के सिरे या अतिरिक्त धागा उलझा हुआ; ऑपरेटरों द्वारा टूटे हुए ताने को ठीक से न संभालना (खराब जोड़-तोड़, लंबे सिरे)। समाधान: फ्रेम को पूरी तरह से समतल करें, छेदों के समय और आकार को समायोजित करें, बैक बीम और ड्रॉप फ्रेम को पुनः स्थापित करें, आर्द्रता को स्थिर रखें (60-70%), खुरदुरे हिस्सों को पॉलिश करें, टेम्पल को सही ढंग से सेट करें, ऑपरेटरों को साफ जोड़-तोड़ का प्रशिक्षण दें।
ताना धागे की समस्या
2. ताना टूटना कारण: ताना बहुत कमजोर, ढीला घुमाव, बड़ी गांठें, बीज के अवशेष, मक्खी की गंदगी फंसी हुई; वाइंडिंग का तनाव बहुत अधिक या पैकेजिंग का आकार खराब। उपाय: मजबूत ताना इस्तेमाल करें, घुमाव को नियंत्रित करें, धागे को साफ करें, वाइंडिंग के तनाव को सही ढंग से समायोजित करें।
ताना धागे की समस्या
3. ताने का सिकुड़ना कारण: बाने का घुमाव बहुत अधिक; धागा बहुत सूखा या बहुत गीला; स्पष्ट रूप से न खुलना; न खुलने का समय जल्दी/देर से होना; बाने का तनाव कम होना; ताने का तनाव कम होना; बाने के पैकेज पर बड़े गांठ/फूले हुए धागे/कचरे के कारण आंशिक रूप से अस्पष्ट न खुलना। उपाय: बाने के घुमाव और नमी को संतुलित करें, न खुलने की स्पष्टता और समय को ठीक करें, बाने का तनाव बढ़ाएं, ताने को एक समान रखें।
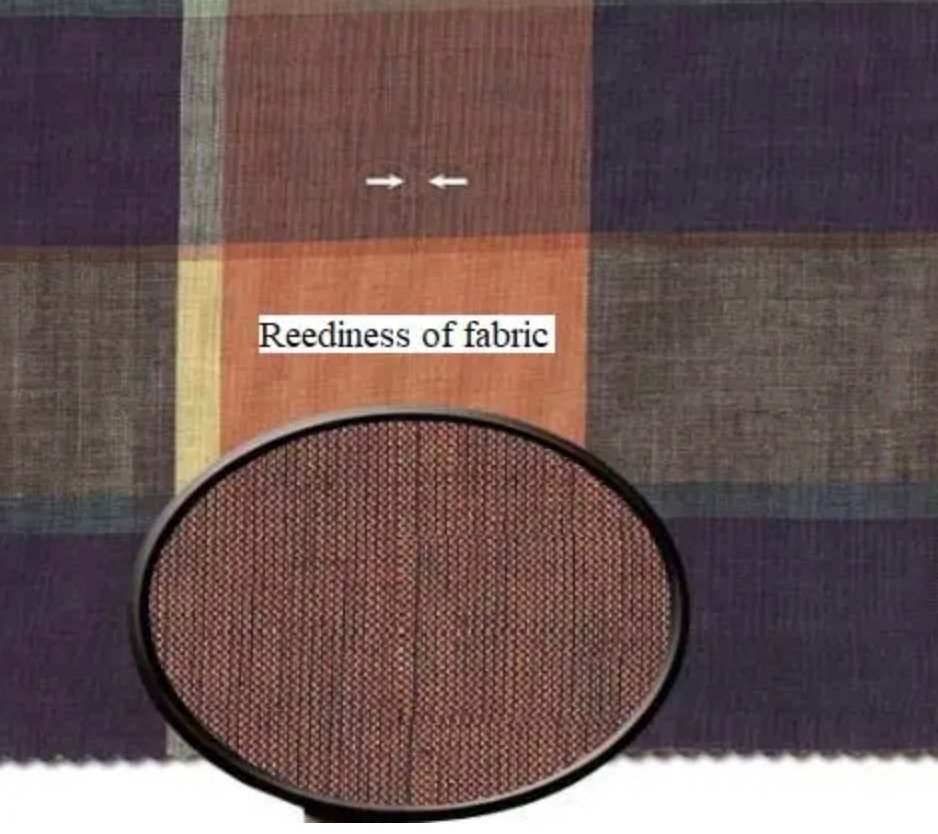
4. छोटी पतली सड़कें (छोटे विरल क्षेत्र) कारण: रीड सीट/टेक-अप रोलर का ढीला या जंग लगा होना; ताने का तनाव बहुत अधिक/कम होना; ऊपरी और निचली ताने की परतों के बीच तनाव का बड़ा अंतर; लंबे समय तक बंद रहने के बाद करघे का बहुत धीमी गति से चलना (कम बीट बल, शायद मुख्य बेल्ट का ढीला होना)। समाधान: रोलर्स को कसें/ठीक करें, ताने के तनाव को एक समान करें, और सही स्टार्ट-अप गति सेट करें।
5. ताने के सिरे बुने हुए कारण: दाहिनी ओर का ताना सक्शन ट्यूब से बहुत दूर है, इसलिए अपशिष्ट किनारा पूंछ को ठीक से पकड़ नहीं पाता; बाने का तनाव बहुत कम है; स्वॉर्ड का खुलना बहुत देर से होता है। समाधान: ताने और ट्यूब के बीच की दूरी समायोजित करें, बाने का तनाव बढ़ाएँ, स्वॉर्ड को सही समय पर खोलें।
6. पतली सड़कें (विरल क्षेत्र) कारण: अधिकतर ताने के धागे टूटने से होता है — पहले टूटे हुए धागे कम करें; खराब टेक-अप रिवाइंड डिवाइस। समाधान: ताने के धागे टूटने को कम करें, टेक-अप सिस्टम की मरम्मत करें।
7. उछलते फूल (तैरते/उछलते हुए) कारण: ढीले/असमान/नीचे फ्रेम; ऊपरी/निचले ताने में तनाव का बड़ा अंतर; फजी साइजिंग के कारण अटकना या रोएँदार गुच्छे बनना; ताने पर उड़ते/रोएँदार सिरे/बड़े गांठें; क्षतिग्रस्त/गड़बड़ हेडल; ताने में कुछ ढीलापन/कम तनाव; गलत शेड टाइमिंग (बहुत छोटा छेद); गैर-मानक टेम्पल ऊंचाई; रीड की संख्या बहुत अधिक होना; प्रति डेंट में बहुत अधिक सिरे। समाधान: फ्रेम को समान रूप से कसें, तनाव को संतुलित करें, साइजिंग में सुधार करें, ताने को साफ करें, हेडल को ठीक करें, टाइमिंग को सही करें, रीड/एंड स्पेसिफिकेशन की जांच करें।
8. मकड़ी के जाले कारण: घनी ड्रॉप वायर्स के कारण बुनाई मशीन का टूटना और करघे का तेज़ी से न रुकना; फ्लाई वायर्स का जमाव; शेड में फ्लाई/टेल्स/कचरा; टूटी हुई हेडल; अचानक उच्च वेफ्ट टेंशन के कारण टेम्पल के किनारे पर हुक लगना; गायब/मुड़ी हुई/हल्की ड्रॉप वायर्स; एक ड्रॉप वायर में एक से अधिक ताना; अन्य टूटने के कारण। समाधान: ड्रॉप वायर्स की उचित घनत्व का उपयोग करें, नियमित रूप से सफाई करें, शेड का कचरा हटाएँ, हेडल बदलें, वेफ्ट टेंशन को नियंत्रित करें।
9. घनी सड़कें कारण: बुनाई टूटने या तह से क्षतिग्रस्त होने पर ऑपरेटर द्वारा अत्यधिक कपड़ा खींच लेना; कचरा या कम चिकनाई के कारण टेक-अप जाम हो जाना; टेक-अप रोलर का क्षतिग्रस्त/घिसा हुआ होना; प्रेस रोलर का दबाव कम होना या मुड़ जाना; कपड़े उतारते समय रोल का ढीला हो जाना; टेक-अप रोलर का बहुत चिकना होना। समाधान: ऑपरेटरों को कपड़े को कम से कम खींचने का प्रशिक्षण देना, टेक-अप को साफ/चिकना करना, घिसे हुए पुर्जों को बदलना और दबाव को समायोजित करना।
10. रीड मार्क्स, बॉक्स आईज़, खुरदरी सतह कारण: ऊपरी/निचले ताने में तनाव का बड़ा अंतर; असमान/ऊँचे/नीचे फ्रेम; ताने का अत्यधिक तनाव; बैक बीम/ड्रॉप फ्रेम का बहुत नीचे होना; बहुत बड़ा/अस्पष्ट शेड; गलत शेड टाइमिंग; कठोर साइजिंग; प्रति डेंट में बहुत अधिक सिरे; फजी साइजिंग का चिपकना; मोटे/असमान रीड डेंट; बहुत सूखी मिल; असमान बाने का खुलना। उपाय: समान तनाव, समतल फ्रेम, साइजिंग को नरम करना, रीड/डेंट विनिर्देशों को सही करना, नमी को नियंत्रित करना।
बॉक्स आईज़ की समस्या
11. मंदिर की खामियां कारण: सुई का गलत आकार (बहुत मोटा/बहुत पतला); मुड़ी हुई/टूटी हुई टेम्पल सुइयाँ; कड़े/घिसे हुए टेम्पल रिंग; टेम्पल की गलत स्थिति; कपड़े का तनाव (ताना) अधिक/कम होना; बाने का तनाव अधिक होना; टेम्पल में फँसा हुआ धागा/कचरा/पूंछ। उपाय: सुई का सही आकार चुनें, क्षतिग्रस्त सुई बदलें, रिंगों को साफ करें/चिकनाई लगाएं, टेम्पल को सही स्थिति में लगाएं।
12. किनारे के धागे टूटना कारण: टेम्पल रोलर का कड़ा/घिसा हुआ होना; टेम्पल की गलत स्थिति (ऊपर/नीचे/आगे/पीछे); रीड के दबे हुए/मुड़े हुए/ढीले/खुरदुरे निशान; शेडिंग का गलत समय; रिब वीव एज का गलत समय/ऊंचाई; रीड की गलत चौड़ाई; बीम की गलत चौड़ाई; वेफ्ट का अत्यधिक तनाव; एज थ्रेडिंग/एंड काउंट का गलत होना; ताने का अत्यधिक तनाव; बीमिंग के दौरान एज सिंक। समाधान: टेम्पल/रोलर को ठीक करें, स्थिति/समय को समायोजित करें, रीड/बीम/एज की विशिष्टताओं की जांच करें।

किनारे की समस्या
13. रोएँदार किनारे, तौलिये के किनारे कारण: ताने का तनाव कम होना; किनारे पर गलत धागा पिरोना; किनारे से धागा हटाने की ऊंचाई/समय/स्पष्टता में गड़बड़ी; रीड के ढीले/दबे हुए निशान; गलत टेम्पल स्थिति (ऊपर/नीचे/पीछे)। उपाय: ताने का तनाव बढ़ाएं, धागा पिरोने/समय को ठीक करें, रीड/टेम्पल को ठीक करें।
14. तंग किनारे, ढीला कपड़ा, सख्त किनारे कारण: प्रति डेंट में किनारों के सिरों की अधिकता (कम करने से लाभ होता है); उच्च वेफ्ट तनाव; उच्च एज यार्न तनाव; 2/2 रिब पर स्विच करने से अक्सर सुधार होता है; गलत एज थ्रेडिंग; अपर्याप्त/अधूरा टेम्पल स्ट्रेच; टेम्पल का बहुत पीछे होना; बीम और कपड़े की चौड़ाई में बड़ा अंतर। समाधान: किनारों के सिरों/डेंट को कम करें, तनाव कम करें, सही थ्रेडिंग/टेम्पल का उपयोग करें।
15. ढीला ताना, कसा हुआ ताना कारण: बीमिंग के दौरान ताना टूटना; कई ताने आपस में फंसकर असमान रूप से फटना; ड्रॉप तारों पर ताना लिपटा होना; खराब फ्लाई पाथ के कारण तनाव में उतार-चढ़ाव; खराब हेडल; वाइंडिंग से गांठें; बीम पर पड़ोसी ताने पर दबाव डालने वाला अतिरिक्त ताना; हेडल/ड्रॉप तारों पर फ्लाई बॉल/टेल; तनाव के कारण ढीली बीम वाइंडिंग का धंसना; असमान साइजिंग लंबाई; ड्रॉप फ्रेम का बहुत दूर होना (धीमी गति); हल्के/मुड़े हुए ड्रॉप तार। समाधान: बीमिंग/साइजिंग को ठीक करें, पाथ/हेडल को साफ करें, वाइंडिंग/तनाव को एक समान रखें।
16. क्लस्टर वीव कारण: केंचुली उतारने के बाद पूंछ या टूटी हुई मक्खी का खिंचाव; गांठों का खिंचाव; बाहरी खिंचाव। उपाय: कचरा सावधानीपूर्वक हटाएं, गांठों से बचें, खिंचाव से बचाएं।
17. असमान किनारे कारण: बाने में असमान/अधिक/कम तनाव; चौड़ा बीम; किनारों का अधिक/कम/देर से झड़ना; आँख में उड़ने वाले धागे/पूंछ/कचरा। समाधान: समान बाने का तनाव, सही बीम/झड़ना, आँख की सफाई।
18. किनारे मकड़ी के जाले कारण: हेडल में धागे का उलझना/सूअरों का निकलना; बाने का तनाव अधिक होना और किनारे के ताने का तनाव बहुत कम होना; कनपटी का बहुत पीछे होना; किनारे पर धागे का गलत तरीके से पिरोना/मोड़ आना। उपाय: हेडल को साफ करें, तनाव को संतुलित करें, कनपटी/धागे को सही तरीके से पिरोएं।
19. संकीर्ण किनारे कारण: किनारों पर धागों की संख्या कम होना; बाने में तनाव का अधिक होना। उपाय: किनारों पर धागे बढ़ाएँ, बाने में तनाव कम करें।
20. किनारा झड़ना कारण: शेड के किनारे पर पूंछ/कचरा; शेड के किनारे को खोलने का गलत समय। समाधान: शेड को साफ करें, समय को सही करें।
21. फजी बॉल्स कारण: साइजिंग की दर कम होना; साइजिंग मिश्रण खराब होना; मोम की अधिकता; नमी/फफूंदी लगी ताना; अधपका ताना; जंग लगा/खुरदुरा रीड; झुका हुआ ड्रॉप फ्रेम/भारी ड्रॉप तार; ताने का तनाव बहुत अधिक होना। उपाय: साइजिंग बढ़ाएं, मिश्रण/मोम ठीक करें, ठीक से सुखाएं, रीड/ड्रॉप को साफ करें।
22. मुड़ा हुआ बाना, झुका हुआ बाना कारण: टेम्पल का बहुत ऊंचा/पीछे होना; छोटा टेम्पल; पतली सुइयां; किनारों पर अत्यधिक तनाव; किनारों पर घनी खरोंचें। समाधान: टेम्पल को सही जगह पर लगाएं, लंबाई बढ़ाएं, सुइयों का मिलान करें, तनाव/खराब खरोंचों को संतुलित करें।
23. तेल के दाग कारण: पहले की कताई/घुमाव/आकार निर्धारण प्रक्रिया से; परिवहन के दौरान लगी गंदगी; मैकेनिकों/ऑपरेटरों के गंदे हाथ; अन्य संदूषण। समाधान: प्रक्रिया शुरू होने से पहले सफाई करें, स्वच्छता नियमों का पालन करें, सावधानीपूर्वक कार्य करें।
24. छेद/फटाव कारण: कपड़े/रोलर पर किसी कठोर/नुकीली वस्तु का लगना; रोलर/किनारों का क्षतिग्रस्त होना; पूरे रोल को संभालते समय घर्षण; मोटे/बारीक सुईयों का होना; कपड़े का अत्यधिक कसाव। उपाय: खतरों को दूर करें, रोलर की मरम्मत करें, सावधानी से संभालें, सुईयों का मिलान करें।
25. असमान रंगाई कारण: मिश्रित कपास/धागे के प्रकार; घुमाव में बड़ा अंतर; असमान प्रसंस्करण; धागे पर फफूंद/तेल; साइजिंग में मोम की अधिकता; मुश्किल से निकलने वाली साइजिंग; ताने पर आकस्मिक घर्षण। समाधान: एकसमान धागा/मिश्रण, एकसमान प्रसंस्करण, मोम/साइजिंग पर नियंत्रण।
26. गलत ताना कारण: गलत तरीके से धागा लगाना; गलत रंग की ट्यूब; वाइंडिंग में गलत गिनती का मिश्रण; ऑपरेटर द्वारा किसी अन्य मशीन से गलत बाने का उपयोग करना। समाधान: धागा लगाने/रंग/गिनती की दोबारा जांच करें, ऑपरेटरों को प्रशिक्षण दें।
27. विदेशी रेशा/मक्खी/कचरा बुना हुआ कारण: कताई/लिपटी/आकार देने में अपस्ट्रीम संदूषण; गंदे पैकेज; करघे की खराब सफाई; बाने का गलत तरीके से लगाना; लापरवाही से काम करने वाले ऑपरेटर की आदतें। समाधान: अपस्ट्रीम/करघे की सफाई, बेहतर आदतें।
28. चौड़े/पतले कपड़े की चौड़ाई कारण: रीड संख्या गलत होना; रीड में त्रुटि; अत्यधिक नमी; ताने में अत्यधिक तनाव; धागों की संख्या गलत होना; किनारों पर धागों की संख्या कम या ज्यादा होना; बाने की मोटाई या घनत्व गलत होना। उपाय: रीड/धागों/घनत्व का मिलान करें, नमी/तनाव को नियंत्रित करें।
अक्सर पूछे जाने वाले प्रश्न:
-
प्रश्न: ताने टूटने का सबसे बड़ा कारण क्या है, और मैं इन्हें कैसे कम कर सकता हूँ?
ए: ताने के टूटने के अधिकांश मामले अत्यधिक तनाव और घर्षण के कारण होते हैं। यदि ताने के बीम बहुत कसे हुए हों या शेड बहुत बड़ा/देर से हो, तो सिरे टूट जाते हैं। टूटने को कम करने के लिए, तनाव को संतुलित करें, शेड का सही समय निर्धारित करें और रीड और हील्ड को चिकना रखें। धागे को मजबूत बनाने के लिए उचित आर्द्रता (कपास के लिए लगभग 70-80°C/H) बनाए रखें। -
प्रश्न: मेरी करघे पर ताने के धागे बार-बार क्यों टूट जाते हैं?
ए: अक्सर यह अत्यधिक बाने के तनाव या पैकेजिंग में खराबी के कारण होता है। पिरन वाइंडिंग की जाँच करें: गांठें, धागे के सिरे या अत्यधिक मुड़े हुए बाने के शंकु टूटने का कारण बन सकते हैं। सुनिश्चित करें कि शटल ग्रिपर या रैपियर ग्रिपर सही ढंग से संरेखित और सुचारू रूप से चल रहा हो। बाने के तनाव को थोड़ा कम करने और रेस पर चिकनाई का उपयोग करने से (यदि मना न हो) मदद मिल सकती है। -
प्रश्न: बुनाई में नमी नियंत्रण कितना महत्वपूर्ण है?
ए: प्राकृतिक रेशों के लिए यह अत्यंत महत्वपूर्ण है। उच्च आर्द्रता (लगभग 80% सापेक्ष आर्द्रता) सूती धागे की मजबूती और लोच को काफी बढ़ा देती है, जिससे टूटने की संभावना कम हो जाती है। वास्तव में, तकनीकी प्रणालियाँ (जैसे लूवा की "लूमस्फीयर") ताने वाले क्षेत्र की सापेक्ष आर्द्रता को 80% से अधिक बनाए रखने के लिए करघों पर सीधे वायु कंडीशनिंग का उपयोग करती हैं, जिससे विफलता दर में भारी कमी आती है। -
प्रश्न: क्या आधुनिक तकनीक कपड़े में मौजूद दोषों को स्वचालित रूप से पकड़ सकती है?
ए: जी हाँ। स्वचालित निरीक्षण अब आम हो गया है। यार्न मॉनिटर (जैसे कि उस्टर क्वांटम) यार्न पैकेजों में अनियमितताओं का पता लगाते हैं, और कैमरा-आधारित सिस्टम (जैसे कि बारकोविज़न) कपड़े में छेद, दाग या पैटर्न की खामियों को स्कैन करते हैं। इन संयुक्त प्रणालियों से उत्पादन में 85% से अधिक दोषों का पता लगाया जा सकता है, जिससे मैन्युअल निरीक्षण की तुलना में समस्याओं का तेजी से पता चलता है। -
प्रश्न: जानबूझकर उत्पन्न किए गए "स्लब" प्रभाव और वास्तविक बुनाई दोष में क्या अंतर है?
ए: जानबूझकर बनाए गए स्लब मोटे-पतले धागों (उदाहरण के लिए, विशेष डेनिम या लिनन में) के उपयोग से बनते हैं। ये डिज़ाइन के अनुसार सौंदर्य संबंधी अनियमितताओं के रूप में दिखाई देते हैं। इसके विपरीत, बुनाई में दोष अनियंत्रित होता है – उदाहरण के लिए, यदि कोई धागा टूट जाए और शटल एक बिंदु चूक जाए, जिससे एक अस्पष्ट अंतराल रह जाए। डिज़ाइन प्रभाव पूरे संग्रह में सुसंगत और एकसमान होते हैं, जबकि दोष यादृच्छिक होते हैं और उन्हें दूर करना आवश्यक होता है। -
प्रश्न: कपड़े में धारियाँ, निशान या धब्बे पड़ने से कैसे रोका जा सकता है?
ए: इस तरह के निशान अक्सर यांत्रिक समस्याओं के कारण होते हैं। रीड मार्क्स या छात्रों यदि रीड मुड़ी हुई हो या गंदी हो तो ऐसा हो सकता है। ताना बार समय-समय पर धागे में होने वाले बदलाव या तनाव में परिवर्तन के कारण (बाने के चारों ओर धारियाँ) बन जाती हैं। इसका समाधान मशीन की सटीक सेटिंग है: सीधी और साफ रीड का उपयोग करें, धागे को समान रूप से छोड़ें और धागे की निरंतर आपूर्ति बनाए रखें। सभी ताने/बाने गाइडों की नियमित देखभाल और सफाई से इन निशानों को कम किया जा सकता है। -
प्रश्न: बुने हुए वस्त्रों में गुणवत्ता नियंत्रण इतना महत्वपूर्ण क्यों है?
ए: क्योंकि बुने हुए कपड़े में खामियां सीधे तौर पर तैयार परिधान को प्रभावित करती हैं। एक लकीर, छेद या रंग की धारी कपड़े की सुंदरता को बिगाड़ सकती है और उसे कमजोर कर सकती है। इन-लाइन निरीक्षण उपकरणों और सख्त नमूनाकरण का उपयोग करके मिलें खामियों को जल्दी पकड़ लेती हैं। व्यवहार में, कपड़े की खामियां गुणवत्ता अस्वीकृति का एक बड़ा हिस्सा होती हैं - एक अध्ययन से पता चला है कि 751 टीपी3 टन से अधिक उत्पादन बर्बाद हुआ, जो कपड़े की सतह की खामियों के कारण था। करघे पर ही इन खामियों को रोकने से समय और सामग्री की बचत होती है, और यह सुनिश्चित होता है कि फैशन ब्रांडों को उनकी मांग के अनुसार दोषरहित वस्त्र मिलें।
LYDENIM द्वारा अनुकूलन सेवाएँ
क्या आप बेहतरीन बनावट और टिकाऊपन वाले प्रीमियम कपड़ों का सपना देख रहे हैं? LYDENIM उच्च-गुणवत्ता वाले वस्त्रों और विशेष रूप से डिज़ाइन किए गए परिधान समाधानों में विशेषज्ञता रखता है, जो आपको रचनात्मक विचारों को सटीकता और शैली के साथ वास्तविकता में बदलने में मदद करता है।
🎨 कस्टम कपड़े
LYDENIM की प्रीमियम सामग्रियों से अपना खुद का फ़ैब्रिक कलेक्शन डिज़ाइन करें। शानदार कॉटन ब्लेंड से लेकर नए-नए पर्यावरण-अनुकूल कपड़ों तक, ऐसे रंगों, बुनाई और फ़िनिश का अनुभव करें जो आपके ब्रांड या डिज़ाइन विज़न से पूरी तरह मेल खाते हों। विजिट करें लिडेनिम अधिक जानने के लिए.
🛍️ सिलवाया परिधान समाधान
हमारी कस्टम गारमेंट सेवाओं के साथ अपने डिज़ाइनों को जीवंत बनाएँ। चाहे वह टेलर्ड सूट हों, स्टाइलिश ड्रेस हों या टिकाऊ वर्कवियर, हम परफेक्ट फिटिंग, बेहतरीन आराम और टिकाऊ क्वालिटी सुनिश्चित करते हैं। कस्टमाइज़ेशन विकल्पों को यहाँ देखें। मायलीबाबा.
📩 संपर्क करें
क्या आपके मन में कोई प्रोजेक्ट है? हमारी टीम से संपर्क करें malone@lydenim.com कस्टम फैब्रिक्स, परिधान डिजाइन या टिकाऊ वस्त्र समाधान पर चर्चा करने के लिए।
LYDENIM के साथ अपने विचारों को वास्तविकता में बदलें - नवीन, उच्च गुणवत्ता वाले कपड़ों और विशिष्ट परिधान समाधानों के लिए आपका विश्वसनीय भागीदार।
अक्सर पूछे जाने वाले प्रश्न
क्या इसे मेरे ब्रांड या कलेक्शन के अनुसार कस्टमाइज़ किया जा सकता है?
जी हाँ। कृपया अपना आवेदन, संदर्भ चित्र, लक्षित गुणवत्ता, मात्रा और बाजार की आवश्यकताएं भेजें ताकि आपूर्तिकर्ता उपयुक्त कपड़े, परिधान या फिनिशिंग विकल्पों की सिफारिश कर सके।
कोटेशन मांगने से पहले मुझे कौन सी जानकारी भेजनी चाहिए?
उत्पाद का प्रकार, लक्षित कपड़ा या तकनीक, रंग का प्रकार, नमूने की आवश्यकताएं, मात्रा, गंतव्य देश और अपेक्षित डिलीवरी समय तैयार करें।
क्या मुझे बड़े पैमाने पर उत्पादन से पहले नमूने मंगवाने चाहिए?
जी हाँ। थोक ऑर्डर देने से पहले नमूने और सैंपल के तौर पर कपड़ा देखने से जोखिम कम होता है, खासकर जब रंग, स्पर्श, खिंचाव, फिनिश या सजावट की गुणवत्ता मायने रखती हो।
थोक ऑर्डर में गुणवत्ता संबंधी समस्याओं से कैसे बचा जा सकता है?
स्पष्ट नमूना मानक को मंजूरी दें, परीक्षण आवश्यकताओं को परिभाषित करें, सहनशीलता की पुष्टि करें और शिपमेंट से पहले अनुमोदित नमूने के विरुद्ध थोक उत्पादन की तुलना करें।
क्या आपको इसे उत्पादन के लिए तैयार सोर्सिंग ब्रीफ में बदलने में मदद चाहिए?
अपने लक्षित उत्पाद, फैब्रिक का प्रकार, मात्रा और सैंपल संबंधी आवश्यकताओं की जानकारी भेजें। LY Denim विकल्पों की तुलना करने और कोटेशन तैयार करने में आपकी सहायता कर सकता है।