
Hướng dẫn toàn diện về các khuyết tật trong quá trình dệt vải
Hướng dẫn toàn diện về các khuyết tật trong quá trình dệt vải
Thời gian đọc ước tính: khoảng 5 phút. Việc đan các sợi dọc và sợi ngang để tạo thành vải. Tuy nhiên, ngay cả những sai sót nhỏ trong quy trình này cũng có thể làm giảm chất lượng vải. Thực tế, các nghiên cứu về chất lượng cho thấy rằng…
Tóm tắt thông tin người mua
Kiến thức về quy trình sản xuất và gia công giúp người mua giảm thiểu rủi ro trong việc lấy mẫu, hiểu rõ những điều có thể thực hiện được về mặt kỹ thuật, đồng thời truyền đạt các yêu cầu một cách rõ ràng hơn cho nhà máy.
- Những người mua phù hợpCác thương hiệu thời trang, đội ngũ tìm nguồn cung ứng, các nhà bán buôn, nhà máy may mặc và các nhà phát triển sản phẩm.
- Điều nào cần xác nhận?Sản phẩm mục tiêu, hướng vải, chất lượng bề mặt, yêu cầu mẫu sản phẩm, số lượng và thị trường giao hàng.
- Rủi ro của người muaCác thông số kỹ thuật không rõ ràng có thể dẫn đến việc lấy mẫu sai, chất lượng hàng loạt không ổn định và thời gian đưa ra báo giá kéo dài.
- Lời khuyên về hành động tiếp theo (CTA – Call to Action)Hãy yêu cầu mẫu vật hoặc báo giá trước khi quyết định sản xuất hàng loạt.
Tại sao điều này quan trọng đối với các nhà mua trong lĩnh vực B2B
Xác nhận các giới hạn quy trình, tiêu chuẩn thử nghiệm, bước phê duyệt mẫu và độ nhất quán của sản phẩm hàng loạt trước khi sản xuất.
Thời gian đọc ước tính: khoảng 5 phút. Việc đan các sợi dọc và sợi ngang để tạo thành vải. Tuy nhiên, ngay cả những sai sót nhỏ trong quy trình này cũng có thể làm giảm chất lượng vải. Thực tế, các nghiên cứu về chất lượng cho thấy rằng…
Bảng thông số kỹ thuật nhằm tăng tốc độ tìm nguồn
| Điểm quyết định | Các tùy chọn để so sánh | Tại sao điều này lại quan trọng? | Câu hỏi của người mua |
|---|---|---|---|
| Mục tiêu của người mua | Nghiên cứu, yêu cầu lấy mẫu, phát triển sản phẩm, mua hàng số lượng lớn | Điều này làm rõ điều gì mà bài viết cần giúp người đọc thực hiện tiếp theo. | Người mua cần đưa ra quyết định nào? |
| Ứng dụng sản phẩm | Hạt quần, áo khoác, áo sơ mi, váy, trang phục đường phố hoặc đồ làm việc | Liên kết kiến thức với các nhu cầu sản xuất thực tế | Vật liệu hoặc kỹ thuật này sẽ được sử dụng ở đâu? |
| Tùy chỉnh | Màu sắc, trọng lượng, thành phần, bề mặt hoàn thiện, họa tiết hoặc trang trí | Chuyển đổi việc đọc thành bản tóm tắt yêu cầu thu thập thông tin | Điều gì nên được tùy chỉnh? |
| Bước tiếp theo | Mẫu thử, số lượng mẫu cần thiết, báo giá, xác nhận chất lượng | Hướng dẫn người đọc hướng tới việc tìm tòi và khám phá | Nên gửi những thông tin nào cho nhà cung cấp? |
Ứng dụng và Tùy chọn Tùy chỉnh
Phát triển Sản phẩm
Hãy sử dụng hướng dẫn này để chuyển các ý tưởng thiết kế thành các yêu cầu về vải, sản phẩm may mặc, chất lượng bề mặt và mẫu thử.
So sánh nhà cung cấp
So sánh các nhà cung cấp về khả năng hỗ trợ mẫu thử nghiệm, độ rõ ràng về mặt kỹ thuật, độ ổn định khi sử dụng trong số lượng lớn và tốc độ trao đổi thông tin.
Sản xuất hàng loạt
Hãy xác nhận các tiêu chuẩn chất lượng, mẫu sản phẩm đã được phê duyệt và tiến độ trước khi đặt đơn sản xuất.
Các điểm kiểm soát chất lượng trước khi đặt hàng số lượng lớn
- OKPhê duyệt mẫu: Hãy xác nhận chất liệu vải, màu sắc, cảm giác khi chạm vào, cấu tạo và lớp hoàn thiện trước khi bắt đầu sản xuất hàng loạt.
- OKĐộ đồng nhất của khối lượng: So sánh các lô hàng với mẫu đã được phê duyệt trong cùng điều kiện ánh sáng và điều kiện thử nghiệm.
- OKXử lý thử nghiệm hiệu suất: Kiểm tra độ co rút, độ bền màu, khả năng phục hồi sau kéo giãn hoặc độ bền của lớp trang trí khi cần thiết.
- OKĐộ rõ ràng của chú thích: Hãy cung cấp số lượng giao hàng, địa điểm nhận hàng, yêu cầu đóng gói và thời gian giao hàng mục tiêu để tránh việc định giá mơ hồ.
Quy trình phát triển mẫu
| Bước | Người mua cung cấp | Nhà cung cấp xác nhận |
|---|---|---|
| 1. Tóm tắt yêu cầu | Ứng dụng, hình ảnh tham chiếu, chất lượng và số lượng mục tiêu | Khả thi, vật liệu được khuyến nghị và các tùy chọn cá nhân hóa |
| 2. Mẫu vải | Thông tin phản hồi về màu sắc ưa thích, cảm giác khi cầm, họa tiết hoặc bề mặt hoàn thiện | Số lượng hàng sẵn có, hướng sản xuất theo yêu cầu và chi phí mẫu |
| 3. Mẫu | Kế hoạch thử nghiệm quần áo, yêu cầu về kích cỡ hoặc số yard | Dãy thời gian lấy mẫu và độ lặp lại trong sản xuất |
| 4. Báo giá số lượng lớn | Số lượng đơn hàng, địa điểm giao hàng và yêu cầu bao bì | Giá đơn vị, số lượng đặt hàng tối thiểu (MOQ), thời gian giao hàng và các điểm kiểm soát chất lượng |
Hướng dẫn chi tiết
Thời gian đọc ước tính: khoảng 5 phút
Viết các sợi dọc và sợi ngang để tạo thành vải. Tuy nhiên, ngay cả những sai sót nhỏ trong quy trình này cũng có thể làm giảm chất lượng vải. Thực tế, các nghiên cứu về chất lượng cho thấy rằng Điểm đứt gãy của dây thoi Chỉ riêng các lỗi này đã chiếm khoảng 40% tổng số khuyết tật trong quá trình dệt. Ví dụ, các phân tích trong ngành xếp hạng “tắc sợi dọc” là khuyết tật phổ biến nhất, tiếp theo là “độ dày không đều” và “vết dầu”. Trong sản xuất thời trang cao cấp và vải denims, một lớp vải hoàn hảo là điều thiết yếu – một blog về jeans nhấn mạnh điều này. Vải vóc không chỉ là một loại vải biểu tượng – nó còn thể hiện chất lượng, tính bền vững và trải nghiệm người tiêu dùng.. Vì vậy, các nhà máy dệt phải giám sát và ngăn chặn một loạt lỗi: từ đứt đầu (chỉ) và thiếu các mấu cho đến các thanh, rãnh và các khuyết tật ở cạnh.
Hãy cùng xem xét các con số để hiểu rõ hơn về tình hình. Bạn có biết không rằng ngành dệt may toàn cầu dự kiến sẽ đạt quy mô 1,2 nghìn tỷ đô la Mỹ vào năm 2028, nhưng riêng các khuyết tật đã gây ra tới 10–15% lượng hàng thải trong các dây chuyền sản xuất, theo báo cáo từ Liên đoàn Các Nhà sản xuất Dệt may Quốc tế? Đặc biệt với loại vải denim – chiếm một phần lớn thị trường này (trên 80 tỷ đô la mỗi năm) – những vết nứt sợi hay khuyết tật trên vải có thể làm tăng tỷ lệ hàng bị từ chối lên tới 20% nếu không được phát hiện sớm. Đó thực sự là một khoản chi phí đáng kể bị lãng phí! Vậy thì, tại sao những khuyết tật này lại xảy ra?Thường thì vấn đề xuất phát từ sự kết hợp giữa cách thiết lập máy, chất lượng sợi và các yếu tố môi trường như độ ẩm. Nhưng đừng lo, tôi đã có những giải pháp thực tế cho từng trường hợp.
Vấn đề liên quan đến sợi dệt
Các khuyết tật phổ biến trong quá trình dệt: Các nhóm chính bao gồm:
1. Đứt sợi dọc Nguyên nhân: Các khung quá cao hoặc quá thấp, hoặc không đều từ trái sang phải; các khe hở quá lớn hoặc quá nhỏ, xuất hiện sớm hoặc muộn; đường cong uốn quá ngắn (đường ray phía sau quá trước), gây ra lực căng quá lớn; khung đường ray phía sau hoặc dây rơi quá cao hoặc quá thấp, tạo ra sự chênh lệch lực căng đáng kể giữa các lớp; các dây rơi đặt quá xa hoặc quá thấp so với khung; kiểm soát độ ẩm kém (đặc biệt nghiêm trọng đối với sợi lanh); các điểm gồ ghề trên cổ dao, thanh lá, các điểm nối, dây rơi và băng đai dao; phần thái quá cao (nên cách điểm thấp nhất khoảng 1 mm); các đầu nút hoặc phần thừa bị rối vào dải chỉ chạy dọc.Việc xử lý các thanh gỗ bị gãy bởi người vận hành không đúng cách (việc ghép kém chất lượng, phần đuôi quá dài). Các biện pháp khắc phục bao gồm: căn chỉnh chính xác khung ngang; điều chỉnh thời điểm và kích thước các lỗ mở; sắp xếp lại thanh đệm phía sau và khung đỡ; duy trì độ ẩm ổn định (60–70%); đánh bóng các bộ phận thô; thiết lập chính xác vị trí khung đầu máy; và đào tạo người vận hành về kỹ thuật ghép chính xác.
Vấn đề liên quan đến sợi chỉ dùng để tạo các đường rãnh trên bề mặt vật liệu.
2. Weft Breaks Nguyên nhân: Dây ngang quá yếu, độ xoắn không ổn định, có các nút lớn, tạp chất từ hạt giống hoặc rác thải bị mắc vào dây; lực quấn quá cao hoặc hình dạng bao bì không phù hợp. Giải pháp: Sử dụng dây ngang bền hơn, kiểm soát độ xoắn, làm sạch sợi và điều chỉnh chính xác lực quấn.
Vấn đề liên quan đến sợi dọc
3. Co rút sợi ngang Nguyên nhân: Độ xoắn dọc quá cao; sợi quá khô hoặc quá ẩm; hiện tượng thoát sợi không rõ ràng; thời điểm thoát sợi sớm hoặc muộn; lực căng giải xoắn dọc thấp; lực căng dọc thấp; các nút lớn, sợi trôi hoặc mảnh vụn trong gói sợi dọc gây ra hiện tượng thoát sợi không hoàn toàn rõ ràng. Giải pháp: Điều chỉnh cân bằng độ xoắn và độ ẩm của sợi dọc; khắc phục sự không rõ ràng và thời điểm thoát sợi; tăng lực căng dọc; duy trì lực căng dọc đều đặn.
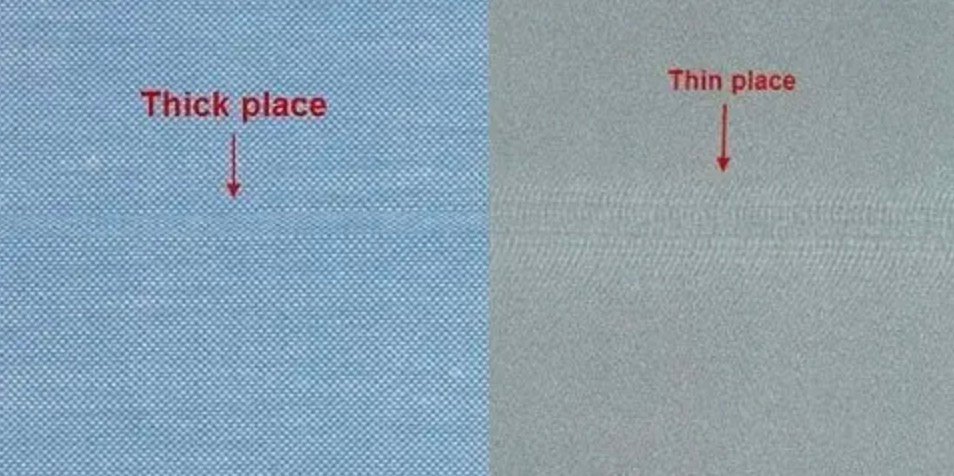
4. Đường Nhỏ Mỏng (Khu Vực Thưa Nhỏ) Nguyên nhân: Chiếc đế thanh lá hoặc bánh lăn thu hồi bị lỏng hoặc ăn mòn; lực căng dọc quá cao hoặc quá thấp; sự chênh lệch lớn về lực căng giữa các lớp dọc trên và dưới; máy dệt khởi động quá chậm sau thời gian dừng lâu (lực đập yếu, có thể do dây đai chính bị lỏng). Giải pháp: Nén chặt hoặc cố định các bánh lăn, cân bằng lực căng dọc và điều chỉnh tốc độ khởi động phù hợp.
5. Các Sợi Chặn Đan Vào Nguyên nhân: Chiều dọc bên phải cách quá xa ống hút nên mép chất liệu thải không bám chắc vào phần đuôi; lực căng của dải ngang quá thấp; thời điểm mở lỗ cắt quá muộn. Giải pháp: Điều chỉnh khoảng cách giữa chiều dọc và ống hút, tăng lực căng của dải ngang và điều chỉnh chính xác thời điểm mở lỗ cắt.
6. Đường mỏng (Khu vực thưa) Nguyên nhân chủ yếu là do các vết đứt ở dải ngang; cần ưu tiên khắc phục các vết đứt này trước; thiết bị thu và cuộn dây kém chất lượng. Giải pháp: Giảm thiểu tối đa các vết đứt ở dải ngang và sửa chữa hệ thống thu dây.
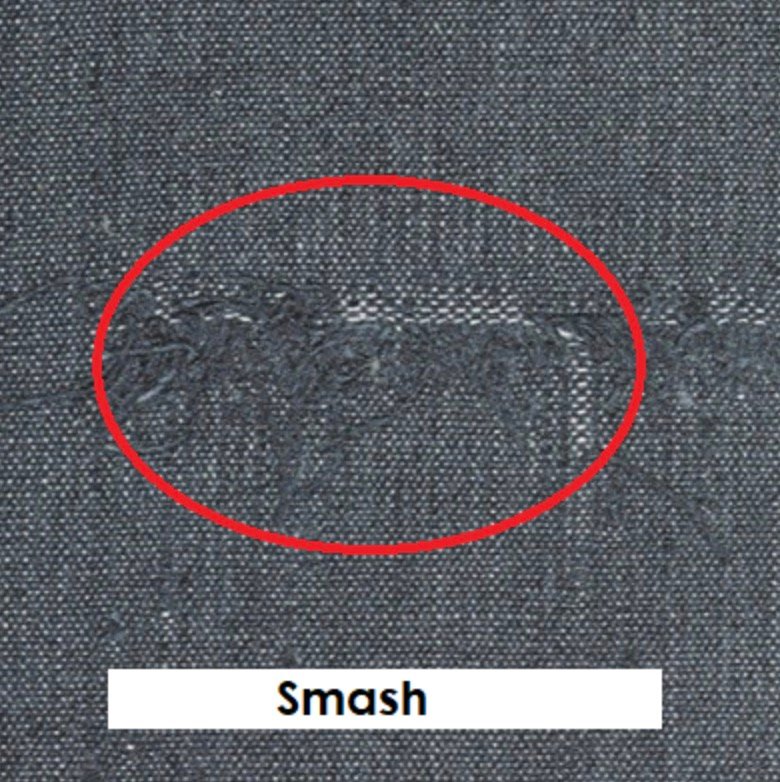
7. Nhảy hoa (Nhảy phao/Bật nhảy) Nguyên nhân: Các khung quá lỏng, không đều hoặc thấp; sự chênh lệch căng lớn giữa phần trên và phần dưới của dải dệt; kích thước không chính xác dẫn đến các quả bóng bị dính hoặc có lông; đuôi dệt bị vươn ra, có lông hoặc xuất hiện các nút lớn; các điểm nối bị hư hỏng hoặc rối loạn; độ giãn dải dệt hoặc mức căng thấp; thời điểm mở dải dệt không đúng (khoảng cách mở quá nhỏ); chiều cao phần gờ không đạt tiêu chuẩn; số lượng lá dệt quá dày đặc; số đầu lá dệt quá nhiều trong mỗi rãnh. Giải pháp khắc phục: Nhấn chặt các khung một cách đều đặn, cân bằng mức căng, cải thiện việc định kích thước, làm sạch dải dệt, sửa chữa các điểm nối, điều chỉnh thời điểm mở dải dệt và kiểm tra thông số kỹ thuật của lá dệt cũng như đầu lá dệt.
8. Spider Webs Nguyên nhân: Sợi dây thả quá dày khiến máy không dừng kịp khi gián đoạn; tích tụ côn trùng làm tắc nghẽn sợi dây thả; côn trùng, đuôi côn trùng hoặc rác thải trong kho; các đầu nối dây bị đứt; lực căng dọc tăng đột ngột khiến dây chạm vào mép máy qua phần thân dây; sợi dây thả thiếu, cong hoặc quá mỏng; có nhiều sợi dây thả cùng đi kèm trên một sợi dây; các nguyên nhân khác gây gián đoạn hoạt động. Giải pháp khắc phục: Sử dụng độ dày sợi dây thả phù hợp, vệ sinh định kỳ, loại bỏ rác thải trong kho, thay thế các đầu nối dây và kiểm soát chặt lực căng dọc.
9. Dense Roads Nguyên nhân: Người vận hành kéo quá nhiều vải khi sợi dọc bị đứt hoặc bị tổn thương do gấp; bộ thu bị tắc do rác thải hoặc dầu bôi trơn kém; trục thu bị hư hỏng hoặc mài mòn; áp lực của trục ép thấp hoặc trục bị uốn cong; trục thu bị lỏng khi tháo ra; trục thu quá nhẵn. Giải pháp khắc phục: Đào tạo người vận hành để giảm thiểu hiện tượng kéo vải ra ngoài; vệ sinh và bôi trơn bộ thu; thay thế các bộ phận đã mài mòn; điều chỉnh áp lực phù hợp.
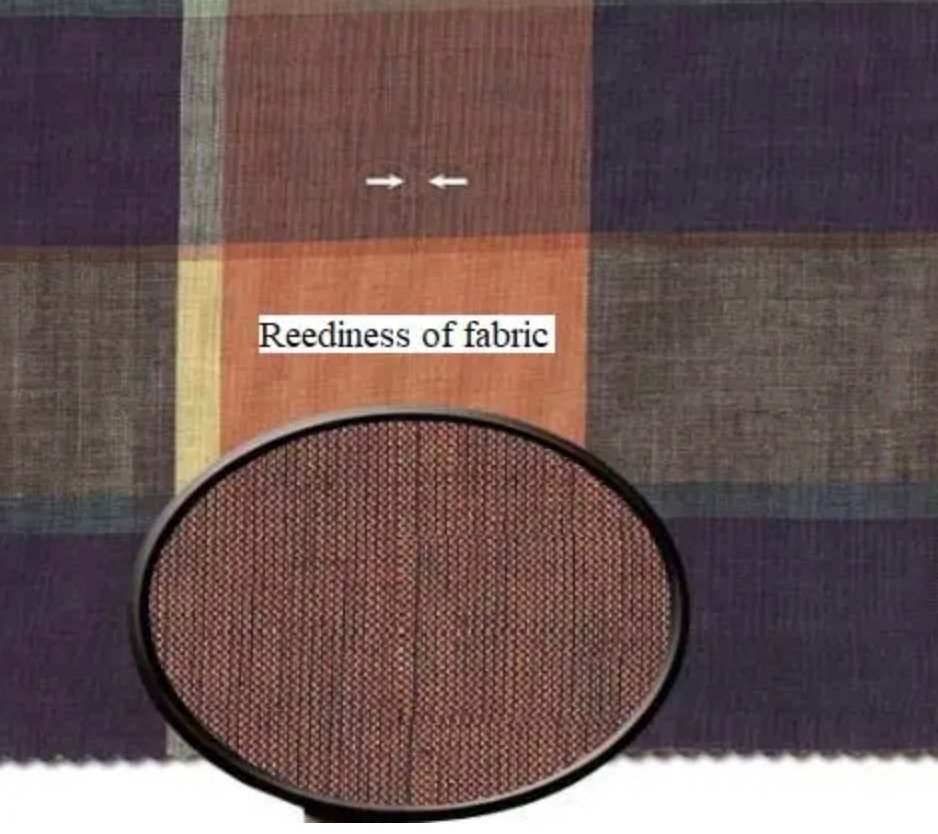
10. Vết sậy, Mắt hộp, Bề mặt thô ráp Nguyên nhân: Sự chênh lệch lớn về lực căng giữa phần trên và phần dưới gây hiện tượng cong vênh; các khung không đều hoặc có độ cao khác nhau; lực căng trong quá trình cong vênh quá mạnh; giá đỡ phía sau hoặc khung đỡ quá thấp; vùng cắt quá rộng hoặc không rõ ràng; thời điểm cắt không đúng; quy trình định kích quá cứng nhắc; số đầu mút trên mỗi rãnh quá nhiều; việc định kích bị sai lệch; các rãnh trên lá lái dày hoặc không đều; máy cán quá khô; quá trình giải xoắn dọc không đều. Giải pháp khắc phục: Điều chỉnh lực căng đều đặn, đảm bảo các khung ở mức bằng nhau, làm mềm lớp định kích, sửa chính xác thông số kỹ thuật của lá lái và rãnh, kiểm soát độ ẩm.
Vấn đề hộp thông tin (Box Eyes)
11. Khuyết điểm của đền thờ Nguyên nhân: Kích thước kim không phù hợp (quá thô hoặc quá mịn); kim dùng để định vị vùng thái dương bị uốn cong hoặc gãy; vòng định vị vùng thái dương cứng hoặc đã mài mòn; vị trí đặt kim tại vùng thái dương sai; lực căng vải quá cao hoặc quá thấp (gây hiện tượng dọc); lực căng dọc quá lớn; các sợi lông, sợi thừa hoặc phần đuôi kim bị mắc kẹt trong vùng thái dương. Giải pháp khắc phục: Chọn kích thước kim phù hợp; thay thế những chiếc bị hư hỏng; vệ sinh và bôi trơn các vòng định vị; điều chỉnh lại vị trí kim tại vùng thái dương.
12. Đứt sợi ở mép Nguyên nhân: Biến dạng cứng hoặc mài mòn của con lăn đầu cánh; vị trí đầu cánh không đúng (cao, thấp, phía trước hoặc phía sau); các vết nứt trên lá gió do bị ép chặt, uốn cong, lỏng hoặc bề mặt gồ ghề; thời điểm lắp ráp không chính xác; độ chính xác về thời gian và chiều cao mép đan của thanh xương; chiều rộng lá gió sai lệch; chiều rộng thanh đỡ không phù hợp; lực căng dọc trên dải bên cao quá mức; số lượng đường ren và số đầu mút sai; lực căng dọc cực đoan; hiện tượng lõm mép trong quá trình đóng thanh. Giải pháp khắc phục: Điều chỉnh vị trí và thời điểm lắp đặt đầu cánh/con lăn; kiểm tra kỹ thông số kỹ thuật của lá gió, thanh đỡ và mép.

Vấn đề liên quan đến các cạnh (edges)
13. Các cạnh mờ, các cạnh khăn Nguyên nhân: Tension dây ngang thấp; việc luồn mép không đúng; chiều cao, thời điểm hoặc độ rõ ràng của vùng mép bị sai; các vết lõm trên lá phổi bị lỏng lẻo hoặc bị ép chặt; vị trí đế không chính xác (cao, thấp hoặc phía sau). Giải pháp khắc phục: Tăng tension dây ngang, điều chỉnh chính xác quá trình luồn và thời điểm luồn, sửa chữa cấu trúc lá phổi và đế.
14. Các cạnh chật, vải rộng thùng thình, các cạnh cứng Nguyên nhân: Số đầu mép quá nhiều trên mỗi rãnh (giảm số đầu mép sẽ giúp cải thiện); lực căng sợi dọc quá cao; lực căng sợi mép quá lớn; chuyển sang kiểu đan 2/2 thường giúp cải thiện tình trạng này; thao tác luồn sợi mép không đúng cách; độ giãn của phần thân áo quá ngắn hoặc không đủ; phần thân áo bị kéo quá về phía sau; sự chênh lệch lớn giữa chiều rộng thanh đan và chiều rộng vải. Giải pháp khắc phục: Giảm số đầu mép trên mỗi rãnh, giảm lực căng, điều chỉnh chính xác thao tác luồn sợi và cách sử dụng phần thân áo.
15. Cong vênh lỏng lẻo, Cong vênh chặt chẽ Nguyên nhân: Các đoạn dây xoắn bị đứt khi đưa cá vào đường ray; nhiều đoạn dây xoắn bị mắc kẹt và phân bố không đều; dây xoắn bị quấn chặt trên các sợi dây thả; lộ trình di chuyển của con cá không ổn dẫn đến biến động về độ căng; các điểm nối dây kém chất lượng; nút thắt do quá trình cuộn dây tạo ra; phần dây thừa ép vào các đoạn dây liền kề trong đường ray; quả cầu hoặc đuôi cá bám vào các điểm nối hoặc sợi dây thả; phần cuộn dây lỏng bị chìm xuống dưới tác dụng của lực căng; chiều dài đo kích thước không đồng đều; khung thả đặt quá xa (giảm tốc độ di chuyển); các sợi dây thả quá mỏng hoặc bị cong. Giải pháp khắc phục: Điều chỉnh quy trình đưa cá vào đường ray và đo kích thước; làm sạch các lộ trình và điểm nối dây; đảm bảo quá trình cuộn dây và mức độ căng đều nhất.
16. Dệt cụm Nguyên nhân: Đuôi hoặc phần đứt của con ruồi bị kéo vào kho sau khi tháo bỏ cụm dây kéo; các nút trên cụm dây kéo bị giãn ra; lực kéo từ bên ngoài làm giãn nhóm dây. Giải pháp: Tháo rác cẩn thận, tránh các nút và bảo vệ thiết bị khỏi bị kéo.
17. Uneven Edges Nguyên nhân: Tension dọc ngang không đều, cao hoặc thấp; đường ray rộng; phần mép xuất hiện quá mức ở vị trí cao, thấp hoặc muộn; các phần lồi, đuôi hoặc tạp chất trong vùng mắt. Giải pháp khắc phục: Điều chỉnh tension dọc ngang đều đặn; sửa chữa đường ray và vùng mép; làm sạch vùng mắt.
18. Mạng nhện cạnh Nguyên nhân: Đuôi hoặc phần cánh bị lệch khỏi vị trí cố định; lực căng dọc trên dải vải cao trong khi lực căng dọc ở mép cực thấp; phần gờ quá dài; thao tác đan hoặc xoắn mép không đúng cách. Giải pháp: Dọn sạch các điểm cố định, cân bằng lực căng và điều chỉnh phần gờ cũng như thao tác đan.
19. Narrow Edges Nguyên nhân: Số sợi viền quá ít; lực căng của sợi ngang quá lớn. Giải pháp: Thêm sợi viền và giảm lực căng của sợi ngang.
20. Edge Slough-Off Nguyên nhân: Có rác thải trong khu vực viền; thời điểm xử lý tại khu vực viền không đúng. Giải pháp: Dọn dẹp khu vực viền và điều chỉnh thời gian xử lý.
21. Fuzzy Balls Nguyên nhân: Tốc độ xử lý lớp phủ thấp; hỗn hợp lớp phủ không phù hợp; lượng sáp quá nhiều; khung gập bị ẩm hoặc mốc; khung gập chưa khô hoàn toàn; lá gạt bị gỉ sét hoặc bề mặt thô; khung gập nghiêng hoặc dây dẫn gập quá nặng; lực căng của khung gập quá cao. Giải pháp: Tăng cường độ xử lý lớp phủ; điều chỉnh hợp lý hỗn hợp và lượng sáp; làm khô lớp phủ đúng cách; vệ sinh kỹ lá gạt và các bộ phận liên quan.
22. Cong ngang, cong ngang Nguyên nhân: Mấu quá cao hoặc đặt ở phía sau; máu ngắn; kim dùng quá nhỏ; lực căng ở mép quá lớn; các vết lõm dày ở mép. Giải pháp khắc phục: Điều chỉnh vị trí máu, tăng chiều dài, phù hợp kích thước kim, cân bằng lực căng và giảm thiểu hiện tượng lõm.
23. Oil Stains Nguyên nhân: Do quá trình quay, cuộn hoặc định kích thước trước đó; bụi từ quá trình vận chuyển; tay bẩn của kỹ thuật viên hoặc người vận hành; các nguồn nhiễm bẩn khác. Giải pháp khắc phục: Làm sạch khu vực phía thượng nguồn, thực hiện nghiêm ngặt các quy định về vệ sinh và thao tác xử lý một cách cẩn thận.
24. Holes/Tears Nguyên nhân: Vật thể cứng hoặc sắc nhọn va vào vải hoặc con lăn; con lăn hoặc mép bị hư hỏng; ma sát khi cuộn vải hoàn toàn; kim kim loại có độ mịn khác nhau; lực căng vải quá lớn. Giải pháp khắc phục: Loại bỏ các yếu tố nguy hiểm, sửa chữa các con lăn, thao tác nhẹ nhàng và đảm bảo kích thước kim phù hợp.
25. Nhuộm không đều Nguyên nhân: Sự kết hợp giữa các loại bông và sợi khác nhau; sự chênh lệch lớn về độ xoắn; quy trình xử lý không đồng đều; nấm mốc hoặc dầu bám trên sợi; lượng sáp quá nhiều trong lớp phủ định hình; lớp phủ định hình khó tháo bỏ; ma sát ngẫu nhiên trên một số sợi dọc. Giải pháp khắc phục: Sử dụng loại sợi hoặc hỗn hợp sợi đồng nhất, quy trình chế biến ổn định, kiểm soát chặt chẽ lượng sáp và lớp phủ định hình.
26. Wrong Weft Nguyên nhân: Nhập sai vị trí; sử dụng ống màu không phù hợp; số lượng sợi bị lẫn lộn trong quá trình cuộn dây; thao tác viên dùng sợi dọc không đúng loại từ máy khác. Giải pháp khắc phục: Kiểm tra lại kỹ vị trí nhập, màu sắc và số lượng sợi; đào tạo các thao tác viên.
27. Sợi ngoại/ruồi/rác dệt vào Nguyên nhân: Nhiễu từ các khâu trước trong quá trình đan, cuộn và xử lý kích thước; bao bì bẩn; vệ sinh máy đan kém; việc đưa sợi dọc vào máy không đúng cách; thói quen làm việc thiếu cẩn thận của người vận hành. Giải pháp: Dọn dẹp khu vực phía trên máy và máy đan; cải thiện thói quen làm việc.
28. Chiều rộng vải rộng/hẹp Nguyên nhân: Số thanh lá không đúng; lỗi về thanh lá; độ ẩm quá cao; lực căng biến dạng quá lớn; số đầu thanh lá sai; số đầu mép hoặc vết lõm quá ít hoặc quá nhiều; loại sợi ngang mịn/khắc hoặc mật độ không phù hợp. Giải pháp khắc phục: Đặt đúng số lượng thanh lá, số đầu và mật độ; kiểm soát chặt độ ẩm và lực căng.
Các câu hỏi thường gặp:
-
Câu hỏi: Điều gì là nguyên nhân chủ yếu gây ra các vết nứt do biến dạng, và tôi có thể làm thế nào để giảm thiểu chúng?
A: Hầu hết các vết đứt trên sợi chỉ xuất phát từ lực căng và ma sát quá lớn trong quá trình kéo sợi. Nếu các thanh kéo quá căng hoặc thời điểm cắt sợi quá sớm hoặc quá muộn, đầu sợi có thể bị gãy đột ngột. Để giảm tỷ lệ đứt, cần cân bằng lực căng, thiết lập đúng thời điểm cắt sợi và đảm bảo bề mặt lá sợi cũng như phần đệm sợi luôn đều đặn. Đồng thời, cần duy trì độ ẩm phù hợp (khoảng 70–80% độ ẩm tương đối đối với bông) để tăng độ bền cho sợi. -
Câu hỏi: Tại sao các sợi chỉ dọc liên tục bị đứt trên máy dệt của tôi?
A: Điều này thường xảy ra do lực căng dọc ngang quá cao hoặc các khuyết tật trong gói vật liệu. Hãy kiểm tra cuộn dây pirn: các nút, đầu mút hoặc các phần hình nón của dọc ngang bị xoắn quá mức có thể gây ra sự đứt gãy. Đảm bảo bộ cầm shuttle hoặc bộ cầm rapier được căn chỉnh đúng vị trí và hoạt động trơn tru. Việc giảm nhẹ lực căng dọc ngang và sử dụng chất bôi trơn tại vùng chạy (nếu không bị cấm) sẽ giúp cải thiện tình trạng này. -
Câu hỏi: Việc kiểm soát độ ẩm có quan trọng đến mức nào trong quá trình dệt vải?
A: Điều này cực kỳ quan trọng đối với các sợi tự nhiên. Mức độ ẩm cao hơn (khoảng 80% độ ẩm tương đối – RH) giúp tăng đáng kể độ bền và độ đàn hồi của sợi bông, từ đó giảm số lượng trường hợp sợi bị đứt. Thực tế, các hệ thống kỹ thuật như “LoomSphere” của Luwa sử dụng hệ thống điều hòa không khí trực tiếp tác động lên các máy dệt nhằm duy trì độ ẩm tương đối trong vùng dệt trên mức >80%, từ đó giảm mạnh tỷ lệ sự cố sản xuất. -
Câu hỏi: Công nghệ hiện đại có thể tự động phát hiện các khuyết tật trên vải hay không?
A: Đúng vậy. Kiểm tra tự động đã trở nên phổ biến. Các thiết bị giám sát sợi (ví dụ như Uster Quantum) phát hiện các bất thường trong các gói sợi, trong khi các hệ thống dựa trên camera (như BarcoVision) quét bề mặt vải để tìm lỗ hổng, vết bẩn hoặc lỗi trên họa tiết. Các hệ thống kết hợp này đã chứng minh khả năng phát hiện hơn 85% các khuyết tật trong quá trình sản xuất, và phát hiện sự cố nhanh hơn so với phương pháp kiểm tra thủ công đơn thuần. -
Câu hỏi: Sự khác biệt giữa hiệu ứng “slub” có chủ đích và khuyết tật đan thực sự là gì?
A: Các vết lõm cố ý được tạo ra bằng cách sử dụng các sợi chỉ được đan với độ dày thay đổi liên tục (ví dụ như trong chất liệu denim đặc biệt hoặc vải len). Những vết này được thiết kế nhằm tạo ra các bất thường về mặt thẩm mỹ. Ngược lại, khuyết tật khi dệt là không thể kiểm soát được – chẳng hạn như khi sợi chỉ gãy và con kim dệt bỏ sót một điểm đan, dẫn đến một khe hở không rõ nguyên nhân. Các hiệu ứng thiết kế đều nhất quán và đồng nhất trong toàn bộ bộ sản phẩm, trong khi các khuyết tật lại mang tính ngẫu nhiên và cần được loại bỏ. -
Câu hỏi: Làm thế nào để ngăn ngừa xuất hiện các vết rãnh, vệt sọc hoặc vết lõm trên vải?
A: Những dấu hiệu như vậy thường xuất phát từ các sự cố cơ học. Những dấu vết của cây sậy Hoặc răng Sự cố có thể xảy ra nếu sợi rơm bị uốn cong hoặc bẩn. Thanh dọc (Weft bars) (sọc ngang) là kết quả của sự thay đổi định kỳ của sợi hoặc thay đổi độ căng. Giải pháp là thiết lập máy chính xác: sử dụng sậy thẳng, sạch, sợi rời đều và cấp sợi không đổi. Việc bảo trì và làm sạch định kỳ tất cả các thanh dẫn hướng dọc/sợi ngang sẽ giảm thiểu những dấu vết này. -
Câu hỏi: Tại sao kiểm soát chất lượng lại quan trọng đến vậy trong ngành dệt vải?
A: Vì các khuyết tật trên vải dệt ảnh hưởng trực tiếp đến sản phẩm cuối cùng, một đường rãnh, lỗ hổng hay vệt màu đều có thể làm mất thẩm mỹ và làm suy giảm chất lượng vải. Bằng cách sử dụng các thiết bị kiểm tra tại dây chuyền và thực hiện lấy mẫu nghiêm ngặt, các nhà máy có thể phát hiện khuyết tật từ sớm. Trên thực tế, các khuyết tật trên vải chiếm tỷ lệ lớn trong số hàng không đạt tiêu chuẩn – một nghiên cứu cho thấy hơn 75% lượng sản phẩm bị thất bại trong quá trình sản xuất bắt nguồn từ các khuyết tật ở bề mặt vải. Việc ngăn ngừa những khuyết tật này ngay từ giai đoạn dệt giúp tiết kiệm thời gian và nguyên vật liệu, đồng thời đảm bảo các thương hiệu thời trang nhận được những sản phẩm vải hoàn hảo như mong đợi.
Dịch vụ tùy chỉnh của LYDENIM
Bạn có mơ về những loại vải cao cấp với kết cấu tuyệt vời và độ bền vượt trội không? LY Denim chuyên về các sản phẩm dệt chất lượng cao cùng giải pháp may mặc được thiết kế riêng, giúp bạn biến những ý tưởng sáng tạo thành hiện thực một cách chính xác và sang trọng.
🎨 Vải tùy chỉnh
Tạo dựng bộ sưu tập vải riêng của bạn bằng các vật liệu cao cấp từ LY Denim – từ những hỗn hợp bông sang trọng đến các loại vải thân thiện với môi trường và mang tính đổi mới. Hãy khám phá đa dạng màu sắc, kiểu dệt và lớp phủ hoàn hảo để phù hợp với thương hiệu hoặc tầm nhìn thiết kế của bạn. Truy cập website để tìm hiểu thêm. LYDENIM Để tìm hiểu thêm.
宪章:Giải pháp may mặc được thiết kế riêng
Hãy biến những thiết kế của bạn thành hiện thực nhờ các dịch vụ may mặc theo yêu cầu của chúng tôi. Dù là suit được may đo riêng, váy thời trang hay trang phục làm việc bền chắc, chúng tôi đều đảm bảo độ vừa vặn hoàn hảo, sự thoải mái vượt trội và chất lượng lâu dài. Hãy khám phá các tùy chọn cá nhân hóa tại đây. Myalibaba.
⚡ Liên hệ với chúng tôi
Bạn đã có ý tưởng cho một dự án chưa? Vui lòng liên hệ với đội ngũ của chúng tôi tại Malone@lydenim.com Để thảo luận về các loại vải tùy chỉnh, thiết kế trang phục hoặc các giải pháp dệt may bền vững.
Biến ý tưởng của bạn thành hiện thực với LY Denim – đối tác đáng tin cậy trong việc cung cấp các loại vải sáng tạo, chất lượng cao cùng các giải pháp thiết kế trang phục theo yêu cầu riêng.
Câu hỏi thường gặp
Liệu tôi có thể tùy chỉnh sản phẩm này cho thương hiệu hoặc bộ sưu tập của mình không?
Vâng. Vui lòng gửi hồ sơ đăng ký, các hình ảnh tham chiếu, yêu cầu về chất lượng, số lượng và đặc điểm thị trường để nhà cung cấp có thể đề xuất các lựa chọn vải, sản phẩm may hoặc phương pháp hoàn thiện phù hợp.
Tôi nên cung cấp những thông tin nào trước khi yêu cầu báo giá?
Xác định loại sản phẩm, chất liệu hoặc kỹ thuật sử dụng, hướng màu sắc, yêu cầu mẫu, số lượng, quốc gia đích và thời gian chuẩn bị dự kiến.
Tôi có nên yêu cầu lấy mẫu trước khi sản xuất hàng loạt hay không?
Đúng vậy. Việc sử dụng các mẫu màu và đo lượng vải thử giúp giảm rủi ro trước khi đặt hàng số lượng lớn, đặc biệt khi màu sắc, cảm giác khi cầm, độ co giãn, chất lượng bề mặt hoặc thiết kế trang trí là yếu tố quan trọng.
Làm thế nào để tôi tránh được các vấn đề về chất lượng trong các đơn hàng số lượng lớn?
Xác định một tiêu chuẩn mẫu rõ ràng, xác định các yêu cầu kiểm thử, kiểm tra độ chấp nhận được và so sánh sản phẩm hàng loạt với mẫu đã được phê duyệt trước khi giao hàng.
Cần sự hỗ trợ để chuyển tài liệu này thành bản tóm tắt nguồn cung ứng sẵn sàng cho sản xuất?
Hãy cung cấp thông tin về sản phẩm mục tiêu, hướng dẫn may vải, số lượng và yêu cầu mẫu sản phẩm. LY Denim sẽ hỗ trợ bạn so sánh các lựa chọn và lập báo giá phù hợp.